Diverse PET Recycling: Path to a Cleaner Environment and Valuable Materials
| Received 05 Aug, 2024 |
Accepted 15 Oct, 2024 |
Published 07 Dec, 2024 |
This article aims to give an updated summary of polyethylene terephthalate (PET) recycling methods and their impact on environmental concerns. Various recycling methods included primary, secondary, tertiary, and quaternary recycling. However, the advantages and disadvantages of all recycling methods have been considered. PET is a widely used plastic in our daily life. After PET usage, waste PET is incinerated or directly thrown into the ground causing environmental contamination. Therefore, to save the environment, recycling PET has gained great interest. For this purpose, different methods of recycling have been proposed by different recyclers to overcome environmental pollution. This review aims to give a broad spectrum of PET recycling, covering each significant strategy used and future perspective. A detailed study of these recycling approaches suggests insights into optimizing processes for improved environmental remediation as well as the production of value-added materials.
INTRODUCTION
Plastics are used in packaging, sports equipment and clothes, as well as biomedical gadgets, electronic components and other uses. However, the majority of high-market sharing plastics are the result of nonrenewable and environmentally damaging petrochemical or natural gas feedstocks and processing techniques1. Over the last decades because of extensive production and use of plastic, it has produced a vast quantity of not properly disposed plastic waste material. Other natural polymers like lignin, can be used for energy purposes2,3, or valuable material production. Synthetic polymers have applications in various fields like biomedical field4,5. Similarly, plastic transformation is the need of society to use it in a better way. Thus, worldwide plastic recycling is becoming important to finish the hazardous waste that is dumped in the ground6. The 2 mainly used plastics are categorized as thermoplastics and thermosets. Thermoplastics become soft on heating and when cooled it becomes hard, which means that can be remolded. While thermosets are plastic once get harder cannot be melted on heating. Thermoplastics represent a wide variety of plastic materials that are divided into 3 following types:

|
The first one is crystalline thermoplastic which has a regular arrangement of molecular chains and in comparison, to other polymers has larger mechanical impact resistance. For example, polypropylene (PP), high-density polyethylene (HDPE) and low-density polyethylene (LDPE). The second is partially crystalline polymers having an amorphous portion as well. For example, polyester poly-butylene terephthalate (PBT) and polyamide (PAI). The third one is amorphous thermoplastic in which molecules arrange in a random pattern. For example, polyvinyl chloride (PVC), polycarbonate (PC), polystyrene (PS), poly-methyl-methacrylate (PMMA) and acrylonitrile butadiene styrene (ABS).
Thermoplastics are cost-effective, lightweight and stable plastic, which makes it appropriate to be molded into different products. The most significant and commercial thermoplastic is polyethylene terephthalate (PET). After PP, polyethylene (PE) and polystyrene (PS); PET is the fourth mainly generated polymer in the modern world. The PET is one of the low-cost polymers having excellent mechanical and thermal strength5,7,8. Afterward recycling years, a minor ratio of plastics in the USA is recycled i.e., less than 10%, in comparison to non-plastic recycling (25 to 65%), in 20179-11. The evolutional as well as the developmental history of PET recycling is shown in Fig. 1.
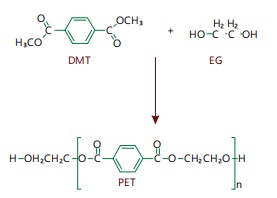
Due to excellent mechanical as well as thermal properties, PET has numerous domestic and industrial applications12. The PET is produced by polymerization of T (DMT) and ethylene glycol (EG) as shown in Fig. 2. Though PET is extensively used in bottles, clothing and packaging materials for the food industry, not do any direct damage to the environment11,13. The problem is its non-biodegradability and it contributes more than 8 percent by weight as well as 12% by volume to global solid waste9.
For the last six decades, plastic production has risen drastically that caused a huge problem for the surrounding14, because the full degradation of plastic needs several years10. Till 2015 almost 6300 million metric tons of unwanted plastic have been produced also unluckily 79% of it is thrown directly into the land, 12% burned and only 9% have been recycled. Which is growing day by day. In the ocean, there are currently 5.25 trillion bits of plastic and microplastic fragments weighing up to 290,000 ton as well as 46,000 pieces per square mile. Throwing plastics into the surroundings or burning them causes environmental pollution15.
|

|
In most, African and third world countries dumping of solid waste like PET bottles creates severe environmental contamination16. Therefore, the research community is looking for waste recycling to save our environment15. Because of everyday use, PET recycling is considered a successful example of polymer recycling11. Moreover, PET recycling can build a great business15. Over the last decades because of extensive production and use of PET plastic, it has produced a vast quantity of not properly disposed plastic waste material17. As a result, large PET utilization produces a large amount of solid waste yearly. The PET recycling is not only a solution to environmental pollution that is caused by solid waste but also supplies raw materials to many industries and achieves relatively expensive petrochemical products and energy that are of huge significance these days18.
Therefore, managing the waste PET by recycling has gained significant interest and has become an important topic as different uses are shown in Fig. 3. Presently, the recycling percentage in the USA for PET is 31% whereas the rate is 52% in Europe19.
In most, African and third-world countries dumping of solid waste like PET bottles is recycled by two methods: Physical and chemical recycling. This review aims to cover all significant PET recycling methods
with advantages and disadvantages for economic use, environment remediation and value-added material production. Moreover, it highlights the advantages and disadvantages of each method to improve future recycling routes by which we can use them in different environmental applications and valuable products.
PET recycling procedures: The PET recycling is generally divided into primary, secondary, tertiary and quaternary recycling. To explore all the types of recycling methods, the advantages and disadvantages of all types of recycling methods are given to understand what type of changes are needed to utilize these methods more efficiently at an industrial scale. All these recycling methods are discussed below:
Primary recycling: The primary recycling is also recognized as closed-loop recycling20; includes re-extrusion of pre-consumer polymer21. The older technique for PET recycling is primary recycling and it is mostly used method in recycling centers22. Primary recycling is one of the popular methods because it is simplest and less costly; particularly when done’ implant23, recycling of the scrap material10. But it deals with only cleaned, singly used material without contamination of single kind waste24, making it an unwanted option for recyclers25. The recycled pieces are merged with virgin materials10, for product quality guarantee15. Preferably, closed-loop recycling takes improved material and is utilized in its earliest function. By primary recycling, the improved plastic is utilized in products that are the same as new plastic. For example, recycled PET from post-consumer bottles is utilized for manufacturing new bottles26.
Advantages:
| • | It is simple, less costly and uses a product having the same quality as the original | |
| • | It produces products that are new PET bottles25 |
Disadvantages:
| • | It deals with only cleaned, singly used and separated material without contamination of single type waste24 |
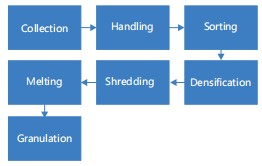
Secondary recycling: Mechanical recycling (secondary recycling) is explained as the elimination of contaminants by polymer sorting, washing, drying and melting21,27. For example, mechanical recycling works well for specific forms, resins from bottles as well as containers are compatible with the creation of plastics for unique, long-lasting applications such as pipe, pallets and railroad ties. Despite this, some polymers are difficult to sort and process mechanically. Recycling plastics for food contact packaging and applications is more difficult mechanically. Moreover, the results show that mechanical recycling is the most well-developed recycling method for industrial viability28. Mechanical recycling involves the removal of contaminants in different sequential stages like collection, handling, sorting, densification, shredding, melting and granulation as shown below (Fig. 4). In the sorting method separation of PET by PVC, polyethylene, as well as further plastic containers take place29. To be properly reprocessed later in sorting, post-consumer PET is ground into granules. Further, the granules or flakes are rinsed. There are two methods of washing granules.
| • | Aqueous rinsing involves two stages; a heated wash at 80°C accompanied by a cold wash with liquid containing 2% sodium hydroxide and a detergent | |
| • | Second way is solvent washing, tetra-chloroethane (TEC) is suggested as an appropriate solvent for rinsing PET granules |
In post-consumer PET recycling, drying is regarded as an important stage. Reducing the humidity content of post-consumer PET granules lessens hydrolytic degeneration30. As thermoplastic polymers are being re-melted and reproduced into end products, they can be practiced in recycling. In mechanical recycling operations, polymer alteration is not involved14. Mechanical or physical recycling (secondary recycling) of PET is less costly, simple and uses traditional equipment, compared to chemical recycling31. It is the processing of PET waste into secondary products. In the mechanical recycling of PET, the elimination of toxins from post-consumer PET is the main step. In this way, recycled plastic can be utilized in lower performance standards than original applications26.
|
Polymer sorting, grounding, cleaning and extrusion are examples of primary as well as mechanical recycling. Polymer degradation occurs as a result of this. Since reprocessing causes different degrees of depolymerization, mechanical recycling methods are inadequate because of the number of recycling cycles that a specified polymer can withstand.
However, it recycles only a small percentage of plastics. As a result, mechanically recycled PET has limitations in the value addition of products and has restrictions in repossession sequences32.
An investigation reported an extra step in the mechanical recycling of PET (grinding, washing, drying, as well as reprocessing) that is chemical processing after the traditional one. Gas chromatography, thermogravimetry and elemental analysis tests were used to classify the flakes after they had been rinsed as well as dried. As a result, pure TPA was produced by chemical cleaning residues with a purity of 99.6%. Regardless of both the findings because they still contain few contaminants; therefore, chemically cleaned PET and TPA collected are not suggested for food contact33.
Karl et al.34 studied the mechanical processing of PET is a significant industrial practice that affects the environment. Conversely, at each recycling process, recycled PET degrades, resulting in substantial losses in mechanical, thermal, as well as melting power. Chain extenders were used to effectively enhance the molecular mass of recycled PET, enhancing the material’s thermal stability and manufacturing process35.
Advantages:
| • | In comparison to chemical recycling pathways, mechanical recycling is less expensive compared to chemical recycling, simply produces flexible feedstock volume and has a minor effect on the environment. This lower cost also adds value to products that otherwise would be a waste material | |
| • | Mechanical methods help to convert PET waste from landfills as well as incineration, which reduces the overall environmental burden | |
| • | Mechanical recycling also has the lowest carbon footprint as it reuses existing material. This method uses less energy as well as reduces the requirement for raw material extraction which contributes to the conservation of natural sources and reduces greenhouse gas emissions | |
| • | Another benefit of mechanical recycling is that it recycles PET by melt reprocessing, which is simple, environmentally friendly and uses well-known apparatus that also produces a less undesirable environmental effect22,35 | |
| • | Recycled PET is mostly reutilized in different products like fiber clothes, carpet and other applications. However, these products are less in quality in comparison to the original but still contribute to the value addition of products36 |
Disadvantages:
| • | Products formed from mechanical recycling exhibit low-grade properties of polymer over sequential cycles22,35 and also require considerable beginning investment37. This lowers their usage in non-food contact applications as well as reduction of value addition potential | |
| • | The main issue that occurs in the melting of PET is the reduction in melt viscosity35, because of hydrolytic and thermal degrading. Melting can produce cyclic or linear oligomers that can change the product properties like dye-ability or printability | |
| • | In manufacturing bottles, polymer yellowing is the main problem in PET recycling. This color appears because of intramolecular cross-linkage and oxidation reactions36 |
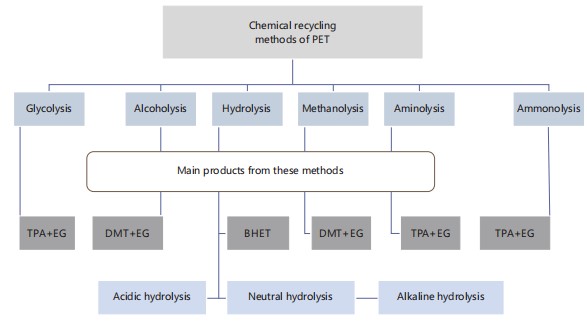
Tertiary recycling (chemical recycling) feedstock: Chemical or tertiary recycling is described as a method of conversion of polymers into monomers by chemical reaction. Solvolysis and pyrolysis are two methods of chemical recycling. Solvolysis uses solvents to break down PET, whereas pyrolysis uses heat to break down PET without the use of oxygen or air. For example, PET glycolysis into dimethyl terephthalate (DMT) and diols, moreover, it can be utilized further to synthesize virgin PET. Pyrolysis can transform PET into valuable feedstock like terephthalic acid (TPA) as well as ethylene glycol (EG). Improvement of this method and reduction of waste can help in environmental cleaning. It can also be utilized for the production of benzene as well as hydrocarbons that might be utilized for the synthesis of fuels or chemicals26.
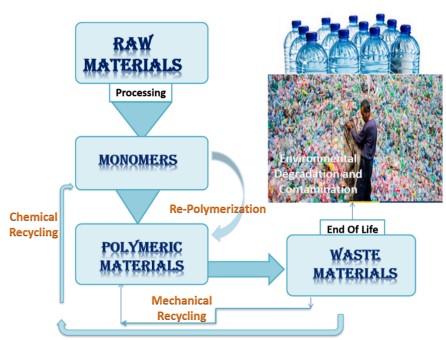
Chemical recycling is one of the best recycling techniques38 as shown in Fig. 5. It shows the production of polymeric materials by chemical recycling which converts raw material to monomers to produce new polymeric materials, like metal-organic frameworks (MOFs), valuable materials used in various fields of research39-42. The synthesized monomers TPA, DMT, Bis 2-Hydroxyethyl Terephthalate (BHET) and EG are produced or incomplete depolymerization into oligomers and further chemical materials14. These monomers can, later on, be converted into parent polymer, or primary polymer products8,43,44. Majorly tertiary recycling is utilized for post-consumer PET, PP and PE1,45,46.
|
The PET with higher carbon content, is an excellent source for the production of different carbon-based materials including porous carbon material as well as carbon dots. Furthermore, when PET can be depolymerized to yield TPA which is produced by different chemical recycling methods. Then it is widely
used as an organic ligand in the synthesis of metal-organic frameworks. Thus, little-cost waste PET is an ideal starting material for the significant production of MOFs. This approach of converting waste PET into MOFs represents an innovative approach to chemical recycling44.
Recently, there has been growing interest among researchers in development of innovative chemical recycling approaches for the transformation of PET into valuable practical materials. These materials are aerogels, hydrogels as well as MOFs. The MOFs are used in different applications like energy storage, conversion as well as environmental pollution control. From these materials, carbon-based materials and MOFs have seen broader usages in comparison to hydrogels, aerogels and carbon dots as it is still an emerging field43.
Given PET’s higher carbon content, it serves as an excellent precursor for the production of porous carbon material. Thus, designing and developing useful material from PET through efficient recycling as well as preparation methods is crucial. Because these methods aid in environmental challenges as well as higher-value recycling. Furthermore, less-cost PET is particularly well suited for the huge-scale production of MOFs. This transformation of PET to higher-valued MOFs shows a groundbreaking approach to upcycled chemical recycling. As a result, the usage of waste PET to create useful materials such as porous carbon and MOFs offers significant practical benefits for energy storage, transformation as well as environmental remediation44.
Advantages:
| • | It produces monomers (TPA, DMT, BHET) and oligomers as well as other chemicals in comparison to mechanical recycling10,47,48 | |
| • | Waste PET is utilized to produce valuable chemicals and fuels. It reduces the dependence on landfills as well as incineration which is ecologically harmful. Also, it can help in the restoration of the physical properties of recycled material, whichs is often impossible with mechanical recycling. Thus, justifying the ecological effect connected with waste removal | |
| • | It maintains the recycled PET wastes’ molecular weight (intrinsic viscosity) also polymer-yellowing does not take place which makes it suitable for use in higher performance applications and enhances the capability of recycling an extensive variety of PET waste | |
| • | Complex, colored or contaminated PET waste can be recycled by chemical recycling which is difficult by mechanical recycling | |
| • | The PET waste can be graded and product properties can be preserved during PET chemical recycling and need no further step for PET production | |
| • | The PET production does not necessitate additional funding, as well as it promotes a circular economy by allowing the continuous reuse of PET waste without substantial degradation in quality |
Disadvantages:
| • | This technique requires great financial support and professional employees that’s why only a small number of companies are working on this method. Therefore, evolution of chemical recycling is slow | |
| • | It attracts higher costs than mechanical recycling14 | |
| • | If tertiary is compared with secondary recycling the quality of recycled materials attained at the end of tertiary recycling is similar to the original plastic materials but not in secondary recycling |
|
|
The PET waste chemical recycling includes depolymerization by several procedures14, chemical recycling is usually divided into different methods like alcoholysis, glycolysis, hydrolysis, aminolysis and ammonolysis given in (Fig. 6).
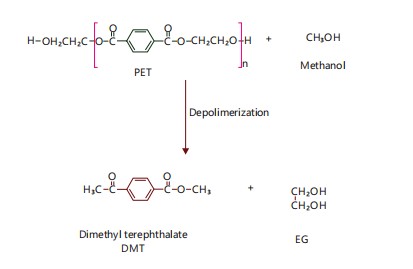
Alcoholysis: The alcoholysis is a well-known technique that is a trans-esterification reaction of PET involving alcohols. Alcoholysis occurs at elevated temperatures and pressures that are 180-280°C and 2-4 MN/m2, respectively, to produce DMT and EG as a monomer44. The PET alcoholysis focusing on depolymerization reaction to break PET into DMT and EG (Fig. 7). In Table 1 reagents, temperature range and products of alcoholysis are mentioned. Methanol, EG, diethylene glycol (DEG), propylene glycol (PG), neopentyl glycol (NG), also further oligomer diols are commonly utilized in industries to depolymerize PET47. In alcoholysis most widely utilized, alcohol is methanol; however, ethanol, as well as others, can also be used as a dissolution medium. The alcoholysis in which methanol is used is called methanolysis. The Methanolysis is the chemical path for the depolymerization of PET into monomeric material at elevated temperature as well as pressure in the presence of catalysts; generally, zinc acetate48,49.
| Table 1: | Overview of alcoholysis conditions: Reagents, temperature ranges and product yields in polymer chemistry | |||
| Reagents | Temperature (°C) | Catalyst | Products | References |
| Organic acids and 1,4-butanediol |
180-220 | Zinc acetate (Zn(OAc)2.2H2O) |
Oligoesters, polyesters |
Vollmer et al.45 |
| DMT and EG | 180-280 | MeOH | TPA | Smith et al.50 |
| Dimethylsulfoxide (DMSO-d6) and chloroform (CDCl3) |
Room temperature | Super sub-critical isooctyl alcohol (2-EH) |
TPA and 2-EH | Muszyński et al.57 |
| Supercritical methanol | 220-320 | No catalyst | DMT (99.79%) | Liu et al.58 |
| Methanol, dichloromethane, chlorobenzene, acetone, tetrahydrofuran and acetonitrile |
20-35 | Potassium carbonate, alkali and alkaline earth metal salts |
DMT (93.1%) | Hossain et al.46 |
| 2-Ethyl-1-hexanol (2-EH) | 155-185 | ChCl based DESs | DOPT (100 and 84.7%) | Liu et al.59 |
To prevent DMT efficiency from being reduced due to the transesterification reaction with EG, the catalyst must be removed after the reaction. In this reaction, terephthalate will be refined and used as a raw material in PET manufacturing50. This monomeric material can be used as an initial element and behave as an original monomer41. The major reaction products are EG and DMT utilized to synthesize PET again by the trans-esterification reaction. Hoechst, Eastman and Dow Chemicals are the industries that have utilized the methanolysis method51.
Methanolysis has the advantage of being able to be implemented in a polymer manufacturing line and generating DMT of the same value as pure DMT and depolymerized PET52. Additionally, EG and methanol can simply be improved as well as recycled53. Afterward, all contaminations are detached when DMT is purified by distillation. Then the purified DMT is utilized in making PET54. Additionally, produced DMT can be hydrolyzed into monomers like EG and pure TPA. Later on, these are polymerized again into PET bottles to make further products i.e., jet fuel and gasoline which is a significant improvement55. The PET bottles made of TPA as well as other products (resins) made of BHET rather than DMT are recent industry trends24. Further operations need additional chemical implementations, utilities, as well as operating units, that improve the methanolysis process’s financial and environmental effects50. Under standard conditions, methanolysis can be implemented at relatively moderate temperature and pressure56. The product formed from this reaction is a mixture of DMT (main product), phthalate derivatives, glycol as well as alcohol53. After separation from the product mixture, DMT is cleansed by vacuum distillation or cooling as well as precipitation centrifugation and crystallization. This method stands for a huge variety of contamination except for water, which disturbs it and poisons the catalyst to make diverse azeotrope.
Developed a new chemical acid alcoholysis process for processing PET. This is a sustainable method for producing oligoesters from PET wastes that are utilized for example a basic element for modern re-useable polyesters. As solvents, organic acids also 1,4-butanediol have been utilized. To achieve higher molecular weight polyesters, the solvolysis products then interacted with diglyceryl ethers containing various diols. The reagents in acido-alcoholysis were found to be completely merged in the reaction product, producing carboxyl as well as hydroxyl end sections in oligoesters. While recycling, oligo and polyesters lost a considerable amount of mass and fragmented45.
The alcoholysis of PET by the utilization of super and sub-critical isooctyl alcohol (2-EH) to create dioctyl terephthalate (DOPT). The PET melts about at 513 K after breaking down rapidly to dissolve in 2-EH, according to results. However, as time passes as well as the temperature rises, a new crystal solid emerges, one that is stable up to 643 K. The DOPT is the major liquid product of alcoholysis, which is an essential intermediate that decomposes into TPA57.
Degraded PET into monomer DMT when exposed to supercritical methanol. The important terms, interaction effects and the model’s validity were all evaluated by using time, temperature, as well as the mass ratio of MeOH to PET, which were determined for being optimal at 298°C, 112 min and 6, collectively for methanolysis. On this basis, a DMT yield of 99.79 was produced58.
A new methanolysis created catalytic reaction method that transforms PET into DMT. The reaction method utilized potassium carbonate as a catalyst, to attain decomposition of PET in less than 24 hrs under environmental conditions. On the other hand, by the control of the initial moisture level, up to 98.5% DMT is produced. This research showed how to transform PET into re-useable monomeric products as well as use a modern catalytic methanolysis path which is reliable and cost-effective44.
Degraded PET into DMT and EG by vapor methanolysis. Following separation using distillation joint by crystallization eliminates dangerous impurities. Then non-PET components make co-polymers, giving monomers of good quality required for re-polymerization purposes. Methanol functions as a depolymerizing agent and a carrier gas to separate the oligomers in a liquid from the monomer elements in the vapour phase, which is the main advantage of vapors metanalysis. This plan would lead to significant savings in terms of both operational and capital costs, maintaining the chemical recycling of PET’s long-term feasibility50.
A DOPT was produced using 2-ethyl-1-hexanol (2-EH) as the solvent and choline chloride-based deep eutectic solvents (ChCl-based DESs) as a catalyst because it is cheap, non-toxic and can easily be prepared. The DOPT is a new, non-toxic as well as environmentally sustainable plasticizer. Due to the conventional way of preparing DOPT which is an inefficient method and time-consuming, therefore, it is essential to find a more cost-effective and environmentally sustainable method59. In Table 1 overview of alcoholysis conditions: Reagents, temperature ranges and product yields were given.
Advantages:
| • | It can manufacture polymer lines and generate DMT52 | |
| • | Methanol, as well as EG, can simply be improved and recycled53 | |
| • | MT can be purified and utilized in making PET and monomers like EG and TPA52 as well as jet fuel and gasoline55 |
Disadvantages:
| • | It utilizes high temperature and pressure, is costly and produces corrosiveness54 | |
| • | Products, also contain glycol, alcohols and phthalate derivatives along with DMT and EG51. This complex product mixture makes the separation and improvement very expensive. Because of this reason, hydrolysis and glycolysis discussed later are more favorable49. That is why consideration of this method is decreasing | |
| • | The purification step of DMT contains contamination53 |
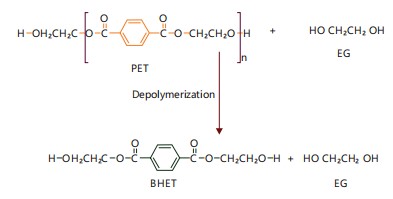
Glycolysis: The glycolysis is solvolysis degeneration of PET that separates easter bonds and is replaced by hydroxyl functionalities52,60,61 (Fig. 8). It is one of the furthermost generally utilized and commercialized chemical recycling methods57. In 1965 glycolysis of PET in chemical recycling was first developed36. Glycolysis is the earliest method to break down PET, has been worked by renowned global establishments that include DuPont, Shell Polyester, Zimmer, Eastman Kodak and Goodyear, etc62. It is the process of inserting EG into the PET chain that produces BHET that is used to synthesize PET and other oligomers. It is possible to utilize accomplished oligomers to make polymers through additional practice. These polymers are epoxy resins, polyurethanes, polymeric concrete, vinyl esters and unsaturated polyesters. To achieve complete depolymerization at reliable velocity in a suitable time response over a transesterification catalyst, zinc acetate is usually used52. It was identified main glycolysis products were oligomers and BHET63.
|
Glycolysis occurs at temperature ranges from 180-240°C43,55. If zinc compound is utilized below 245°C then catalytic effects might be present in PET glycolysis50. This process attains high quality and efficiency as catalysts are added to this process62. Under various temperatures and pressures, different catalysts can be utilized for PET glycolysis. Such as titanium phosphate, lead acetate, sodium carbonate, sodium bicarbonate, acetic acid, magnesium oxide on silica nanoparticle lithium hydroxide, potassium sulfate, sodium sulfate, β-zeolite, γ-zeolite, zinc chloride, lithium chloride, didymium chloride, magnesium chloride, ferric chloride, zinc oxide on silica nanoparticle, different Ionic liquids and [bmim]OH64. All these catalysts under different states of temperatures and pressures have different properties43. For the identification of glycolysis products by using zinc acetate, the catalytic glycolysis of PET wastes by several weight ratios of PG/PET at 200°C was observed. It has been established that the dimer and trimer products mainly consist of depolymerization products of hydroxyl propyl terephthalate except for the monomers. Also, the dimer/trimer ratio was raised whenever the PG ratio was enhanced from 40 to 60%65. Diethylene glycol (DEG), ethylene glycol (EG) and propylene glycol (PG) are most often used to degrade PET63. From different methods of PET recycling, glycolysis is the method that has gained significant attraction in recent years66.
The PET glycolysis in flake forms by EG was performed with cobalt acetate as a catalyst. The weight ratio of EG/PET was 2:1. There has been an effort to optimize significant parameters, such as time and catalytic quantity. If time and temperature, have been 190, 1.5 hrs, a total depolymerization transformation of 100% was achieved. The glycolysis exchange rate was directly in proportion to these 3 parameters. Glycolysis is an easier way of PET depolymerization and requires less time compared to further chemical approaches. There has been increasing attention to producing unsaturated polyester resin (UPR), which uses PET waste. In a few patents, products of PET glycolysis are subjected to a reaction with maleic anhydride also consequently the reaction with dicyclopentadiene. A produced polyester has widespread implementations, for example, casting marble gel coats, etc. Great results were obtained by synthesizing UPR acquired by PET poly-condensation67.
The molecular weight (MW) of UPR is being noticed to increase by increasing PET content in the reaction mechanism, as well as with the implementation of di-propylene glycol (DPG) rather than propylene glycol (PG) under the same glycolytic condition68. There has been a lot of focus paid to glycolysis by EG. The impact of reaction conditions, related to pressure (0.1-0.6 MPa), temperature (190-240°C) and PET to EG ratio has been analyzed for the reaction rate65,69. It was reported that the rate of reaction is in proportion to the square of EG to the square of concentration at constant pressure, temperature and PET concentrations to produce UPR, foams of a poly iso-cyanurate and polyurethane52,70,71. Four different types of glycolysis are solvent assisted glycolysis, catalyzed glycolysis, supercritical glycolysis, and microwave-assisted glycolysis.
An investigation showed the physiochemical characteristics of around a hundred polyester diols. These polyester diols were acquired by PET glycolysis, to associate the properties of polyols as well as their chemical production72. A study reported catalytic glycolysis of waste PET with EG and a sequence of reduced cost and less toxic chemicals as catalysts. For example, sodium sulfate, glacial acetic acid, lithium hydroxide, rather than the standard heavy metal-based sulfate and potassium sulfate and zinc acetate as a catalyst. To generate BHET, these environmentally friendly catalysts were recognized to be successful73.
Another investigation showed an analysis to utilize methacrylate oligoesters that were obtained from reclamation of PET. Therefore, observing the depolymerization of PET with DEG, the hydroxyl end-groups of the PET glycolysis products were converted to methacrylate groups by metharcylation that produced di methacrylate oligoesters. These oligoesters could be utilized for the manufacture of UV curable acrylic coatings74. Post-consumer PET was designed by glycolysis by a large amount of EG having various catalysts i.e., sodium carbonate, zinc acetate, potassium sulfate, sodium bicarbonate and sodium sulfate. An effort was made to improve the main working parameters associated with glycolysis, which include temperature, time, PET/EG molar ratio and nature of the catalyst for obtaining refined BHET. It was established that 4 different potassium and sodium salts were utilized as a green catalyst. Only Na2CO3 and NaHCO3 worked as zinc catalysts but at the cost of higher consumption. Based on outcomes attained from catalyzed depolymerization of PET waste, it showed that achieving the approximate same yield of clear PET was feasible. On the other hand, to reduce the BHET impurities that exist in the reaction mixture, an additional purifying method was preferred that uses the acquired products and a study regarding PET degradation has been organized75. Also depolymerized PET through glycolysis using a large quantity of glycol in the existence of catalyst. The acquired product reacts with maleic anhydride as well as the developed unsaturated polyester resins (UPR) mixed with a styrene monomer. Methyl ethyl ketone peroxide (MEKPO) as an indicator and cobalt as an accelerator were utilized to preserve these resins. The mechanical and physical characteristics of preserved samples have been examined. The kind of glycol utilized in glycolysis was proved to have a greater impact on the morphology of reacted and unreacted unsaturated polyester (UPE) resins76.
The temperature study showed ranges between 210-220°C that also good for improved DEG dispersion of PET, enabling easy solid-phase reactivity. The early morphology of PET waste did not influence the rate of reaction a lot; in comparison to temperature distribution, having significant importance. At 220°C PET dissociation time was significantly smaller by heating PET and DEG individually at 220°C before blending, than by heating a cool blend of two substances to 220°C. In the case of metal acetate, a transesterification catalyst, PET fiber waste from an industrial producer was depolymerized utilizing large amounts of EG. The glycolytic pathway processes were done for 10 hrs, at the BP of EG in the nitrogen atmosphere. The effects of EG volume, reaction rate, catalyst and their concentration on glycolytic pathway products were analyzed77.
The PET glycolysis was performed and observed that it was thermal depolymerization in the presence of 1-butyl-3-methyl imidazolium bromide (1-BMIB) in microwave conditions. As a result, a BHET monomer was produced. The conversion of the PET was 100%, as well as yield of BHET extended to 64% (wt %) which increases with increasing reaction temperature and time. The best results were attained by the utilization of 1-butyl-3-methyl imidazolium bromide as a catalyst rather than metal, microwave irradiation temperature of about 170-175°C as well as the reaction time of 1.75-2 hrs. As a result, this approach provides an environmentally friendly substitute to the traditional PET depolymerization, with less cost and energy78. Gycolytic depolymerization of PET was performed to find more satisfactory catalysts for depolymerizing PET. This glycolysis produced the main products BHET as well as its oligomers based on glycols involvement that synthesized unsymmetrically substituted terephthalates. Cyclic amidine was the main efficient catalyst for glycolytic depolymerization of PET within EG, while guanidine-based catalysts performed PET glycolysis among the long-chain diols. For glycolysis of PET with EG-isosorbide mixtures, excellent catalytic activity for 1,8 diazabicyclo [5.4.0] undec-7-ene (DBU) and 1,5,7-triazabicyclo [4.4.0] dec-5-ene (TBD) was discovered79.
Moncada and Dadmun80 reported PET degradation by gamma radiation as well as the effects on glycolysis by using a large amount of EG. Analysis of MW exhibited that the degree of PET depolymerization was dependent on dose, which was 30, 50, 70, and 100 kg followed by a decrease of MW by nearly 15, 25, 30 and 40% independently. Moreover, radiated PET was glycolyzed utilizing EG by the standard as well as microwave process which developed more yields of monomeric product, the BHET for preparation of the new environment-friendly polyester polyols. On the whole, every system of polyurethane coating showed excellent performing properties. The BHET and PET glycolysis products, were demonstrated as particular potential raw material for polyester combination to make improved products for coating applications80.
The PET glycolysis was reported with the use of MP-diol (2-methyl-1,3-propanediol) and the catalyst was zinc acetate. The condition of reactions was improved by the use of the microwave method that produced 50 to 60% of the oligomeric product. For the synthesis of UV curing oligomers using methacrylate reactions, recycled oligomer products were used. By the use of different concentrations of UV oligomers as well as standard epoxy acrylate resins, the UV curing coating was produced. It was observed that for PET depolymerization MP-diol could be successfully applied to produce oligomeric products appropriate for UV curable wood coating81.
A dissolution-degradation method for PET glycolysis was progressed by the addition of solvents that were aniline, 1-methyl-2-pyrrolidinone (NMP), nitrobenzene, or dimethyl sulfoxide (DMSO) in the conventional PET glycolysis. This showed that the π-π associated PET aromatic solvent helps in the discovery of more effective solvents for PET dissociation. The findings indicated that by using zinc acetate as a catalyst in DMSO at 463 k, PET transformation achieved 100% and BHET yield reached 82% in one min. This method decreased the reaction time by half as well as reduced activation energy by 49.40 kJ/mol in comparison to general PET glycolysis. This technique can considerably be applied to further polymer dissociation methods and can increase the effectiveness of PET considerably82.
The PET glycolysis in the existence of deep eutectic solvents (DES) as catalysts by using a variety of hydrogen bond donors and acceptors, produced five dissimilar DES. From all produced DES; those which were formed by potassium carbonate and EG were preferred for investigation because they were a more effective catalyst. Glycolysis was carried out between EG and PET. At various temperatures and concentrations of DES and EG the effect of reaction conditions on PET glycolysis was studied. At 180°C, EG/DES solvent ratio of 15 and DES/PET ratio of 6, the highest yield for monomer product BHET was 8%. In the chemical recycling method glycolysis was established to be an efficient process as well as DES was discovered as a catalytically active catalyst for PET degradation83.
An oxidative etching technique was used for synthesizing ultra-thin MnO2/graphene oxide nanosheets. The resulting ultra-thin and in-plane pore structure had a great specified surface area of about 247 m2/g with nano-pores smaller than 20 nm in size. In comparison to MnO2/GO the use of MnO2/HGO in PET glycolysis exhibited considerably improved catalyst performance. In glycolysis, a 100% yield of BHET was achieved. Further, the produced MnO2/HGO can be utilized for different electrochemical and chemical reactions84.
The sequence of Lewis acidic ionic liquids (LAILs) catalysts for PET deterioration was manufactured i.e., 1-hexyl-3-methylimidazolium (Hmim) halometallates, with [Hmim]ZnCl3, [Hmim]CoCl3, [Hmim]FeCl4 and [Hmim]CuCl3. Original PET wastes catalyzed by equimolar [Hmim]ZnCl3 and [Hmim]CoCl3 mixture yield 87.1% BHET, which is higher than any specific IL halometallate. The higher reactivity of [Hmim] ZnCl3
increased glycolysis reactions by producing a greater product yield. Less the catalytic performance of [CoCl3] will most likely create chain scission additionally selective. Glycolysis of PET could be controlled among good specificity [Hmim] CoCl3 reducing by-product as well as [Hmim] ZnCl3 high reactivity for producing BHET product85.
Another novel amphiphilic ionic liquid (IL) was synthesized and based on the glycolysis yield of PET. Glycolysis of PET produced BHET which was transformed into bis (2-chloroethyl) terephthalate (BCET). The glycidyl 4-nonylphenol ether (GNE) has interacted with alcohol amine (AA) to create subsequent amine, 1-((2-hydroxyethyl) amino)-3-(4-nonyl phenoxy) propane-2-ol, (HANP) as well as produced amine which was ethoxylated by the use of TEG to make ethoxylated amine (EHANP). This EHANP was quaternized through BCET to make subsequent ionic liquid (EHANP-IL). The characteristics of dynamic light scattering (DLS) and surface activity were studied. Furthermore, demulsification productivities of generated EHANP and IL differentiated and found that EHANP-IL was most efficient as compared to respective EHANP86.
The PET glycolysis is used as an organo-catalyst that is 1,3-dimethyl imidazolium-2-carboxylate. Complete depolymerization of PET has been achieved in less than 1 hr at 180°C with more than 60% of BHET recovered by reprecipitation by cooling of the reaction mixture. The simple ionic liquid, 1,3-dimethyl imidazolium acetate, was substantially less efficient as a catalyst under similar conditions87.
Various regenerated processes were used to prepare recycled PET. Also, the regenerated PET could be made with BHET extracted from glycolysis products, when the quality of waste PET is low. On the other hand, restored PET might be produced specifically from compound glycolysis if the purity of PET was large. Since transformed PET derived by compound glycolysis products has a large DEG content, recovered implementations on low melting point PET LMPET or simple cationic dye-able polyester ECDP must be possible soon88-90. In Table 2 reagents, temperature ranges and products of the glycolysis process are given.
Advantages:
| • | This method is advantageous because it is simple, flexible, less costly and requires less time in comparison to other chemical methods61,91 | |
| • | In metal acetates zinc is the best catalyst but ionic liquids are the best choice as they are environment friendly92 | |
| • | There has been increasing attention to the production of UPR, which uses PET waste61 |
Disadvantages:
| • | Glycolysis is a slow process without a catalyst. Therefore, a trans-esterification catalyst is very important |
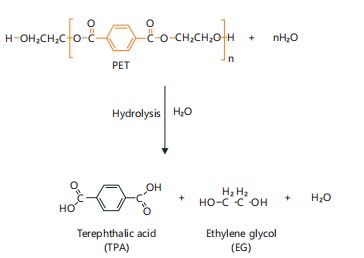
Hydrolysis: The Hydrolysis is the addition of water in alkaline, acidic and neutral conditions that involve PET depolymerization into TPA and EG11,93-95. The products of hydrolysis are disodium terephthalate salt and EG89. To generate virgin PET The substances that are obtained through hydrolysis may be used, or these can be converted to abundant chemicals like oxalic96. This method is getting attention because it is capable of producing PET directly by EG and TPA. But this method may involve elevated temperature and pressure of more than 220-250°C and 1.4-2.0 MPa, correspondingly and more depolymerizing reaction time11. Because of this condition, this method is not very good for applying commercially because it can increase the production cost6. Regarding solvolysis depolymerization reaction, PET chains are converted into products having additional benefits, especially TPA and EG monomer which are produced by hydrolysis as shown in Fig. 9.
| Table 2: | Comprehensive overview of glycolysis processes: Reagents, temperature changes and product yields | |||
| Reagents | Temperature (°C) | Catalyst | Products | References |
| Ethylene glycol (EG) | 190-230 | Glacial acetic acid, lithium hydroxide and Sodium sulfate |
BHET | Li et al.73 |
| DEG, benzoyl peroxide | 80 | Manganese acetate | UV curable acrylic coatings |
Güçlü et al.74 |
| EG | 196 | Sodium carbonate, zinc acetate, potassium sulfate, sodium bicarbonate and sodium sulfate |
BHET (70%), UV curable acrylic coatings |
Karayannidis et al.75 |
| Glycols (EG, PG, DEG) | 190 | Zinc acetate | UPE resins | López-Fonseca et al.76 |
| Glycol glycoside | 160-220 | Zinc acetate | Polyurethane adhesive and Polyurethane coating |
Song et al.77 |
| EG | 170-175 | 1-butyl-3-methyl imidazolium bromide(1-BMIB) |
BHET (64%) | Amundarain et al.78 |
| EG | 190 | Nitrogen based organic catalysts | BHET (~ 91%) | Alnaqbi et al.79 |
| Excess of EG, Gamma irradiation |
80 | Phenol/tetrachloroethane (TCE) | Polyester polyol, polyurethane coatings and polyisocyanate curing agents |
Moncada and Dadmun80 |
| MP-diol (2-methyl- 1,3-propanediol) |
80 | Zinc acetate | (OPETMPD) 50-60% epoxy acrylate resins, UV curing oligomers oligomeric product |
Pensupa et al.81 |
| Aniline, 1-methyl-2- nitrobenzene/dimethyl sulfoxide (DMSO) |
Room temperature |
Zinc acetate | BHET (82%) | Bartolome et al.82 |
| PET and EG | 180 | DES | BHET (88%) | Liu et al.83 |
| EG | 200 | MnO2/HGO | BHET (100%) | Sert et al.84 |
| [Hmim]Cl and metal chlorides |
50 | [Hmim]ZnCl3 and [Hmim]CoCl3 |
BHET (79%) | Jin et al.85 |
| Glycidyl 4-nonylphenyl | 70-140 | No catalyst | Ethoxylated amine (EHANP) | Shuangjun et al.86 |
| PET and EG | 180 | 1,3-dimethyl imidazolium -2-carboxylate |
BHET (60%) | Abdullah and Al- Lohedan87 |
| PET and EG | 196 | Zinc acetate (Zn(Ac)2) | (BHET) (100 and 80%) | Wang et al.88 |
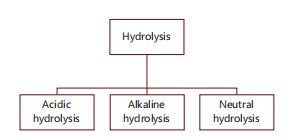
Hydrolysis is divided into 3 types (Alkaline Hydrolysis, Acidic Hydrolysis and Neutral Hydrolysis) which are given in Fig. 10.
For acidic hydrolysis generally concentrated sulphuric acid is used96, for alkaline hydrolysis caustic soda is used97 and for neutral hydrolysis NaOH or H2O is utilized. In contrast to glycolysis and methanolysis, hydrolysis is ordinary. For depolymerization that is done with the 3 commonly used operators for example; methanol, H2O and EG, the weak nucleophile is H2O. Hydrolysis also utilizes high weight as well as temperature98. Reagents, temperature ranges and products of the hydrolysis process were shown in Table 3.
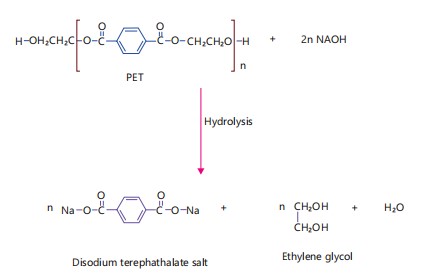
Alkaline hydrolysis: The alkaline hydrolysis is the reaction of PET with KOH and NaOH and produces EG and disodium terephthalate (Fig. 11)93. Alkaline hydrolysis uses a 4 to 20 wt. percent concentration of NaOH or KOH. When the weight percentage of PET to sodium hydroxide is 1 ratio 20 and the temperature is around 100°C for 2 hrs, the best results are produced. The less reactive is an aqueous NaOH solution, whereas the most reactive is sodium ethoxide. In an investigation, PET bottles were cut into small pieces after that it was confined to alkaline hydrolysis. An autoclave was consequently used, with aqueous NaOH solutions temperature varied from 120-200°C. For high purity separation of TPA, H2SO4 was utilized.
It was mentioned that only a 2% isophthalic acid mixture along with 98% pure TPA was achieved and the calculated activation energy was 99 kJ/mol98. Basic hydrolysis has revealed the chance of reusing PET and PVC at the same time by PVC-covered cloths11,99.
|
|
|
The PET depolymerization was investigated to produce TPA and C2H2O4 through basic hydrolysis and oxygen oxidation, by utilizing concentrated NaOH100. Achieved full PET depolymerization into its monomers by alkaline hydrolysis as well as PET alteration rate of 92% at 90°C. The results showed that complete conversion of PET into TPA is feasible, under mild conditions. This method can contribute to environmental plastic waste problems101.
Alkaline hydrolysis was studied in which PET depolymerization was achieved through a reaction temperature of 200°C as well as time of approximately half an hour and 92% yield. The formation of the final product (TPA) by alkaline hydrolysis was confirmed by FT-IR and XRD. The TPA revealed a distinctive peak at 240 nm in UV visible spectroscopy. This has become an effective process to produce TPA from PET bottles in moderate conditions, suggesting it has the opportunity to assist with ecological plastic pollution issues102.
|
By the new alcohol alkaline hydrolysis, PET was depolymerized and output of TPA was carried out to find optimum experimentation conditions, in terms of reaction rate, heating rate, dose of EG and NaHCO, volume of purified water and stirring rate, a sequence of single-factor experiments on the depolymerization rate of waste PET bottles. Over 98% of PET can be depolymerized into a product TPA under ideal experimental situations, with TPA quality and output exceeding 97%, respectively. For the long-term recycling of PET waste, the alcohol alkali-hydrolysis process is expected to provide an efficient method for long-term recycling of waste PET103.
It was demonstrated that even through black-colored PET, simple 3 monomers could be extracted because of moderate degradation conditions. The basic polymer layers of multi-layer PET samples, like polyolefins, could be obtained except for degradation under moderate degradation circumstances. Additionally, LCA was utilized to determine ecological impact at various S/L ratios for hydrolysis scenarios with or without excessive addition of water across monomer purifying. According to this study a rise in the total volume of solution due to excessive H2O adding leads to higher energy usage in EG recovery, thus raising the footprint of the system104.
The PET was depolymerized to produce EG and TPA. By this chemical recycling full depolymerization of PET to its monomers, was done the recycling process of PET in the reactor was obtained, with a PET exchange rate of 92% at 900°C. It was demonstrated that PET can fully be converted into TPA from post-consumer waste PET in mild conditions. It had to indicate the opportunity to control environmental plastic pollution105.
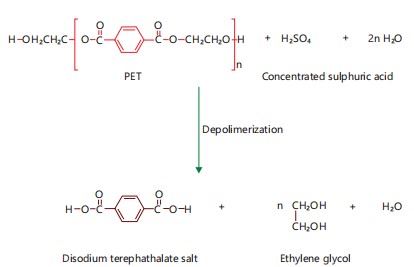
Acidic hydrolysis: The Acidic hydrolysis is mostly used to produce terephthalate salt and EG using an acid catalyst as shown in Fig. 12 and other mineral acids like phosphoric acid or nitric acid are also allowable60. The hydrolysis takes place with an acid concentration of 6 M, the concentration of acid plays a significant role because when the concentration of acid increases then hydrolysis also increases but above 8.5 M acid concentration results in decreasing hydrolysis. Greater hydrolysis outcomes can be obtained by using commercial H2SO4 in comparison to pure H2SO4. The outcome of the reaction can also be improved by raising the oil bath temperature9.
A lot of work has been applied by using acids for PET hydrolysis. Hydrolysis of PET in H2SO4 M<14.5 was reported by Pusztaseri and also hydrolysis was investigated below concentration M<10 circumstances by Sato and Yoshioka. Under these circumstances, hydrolysis yield is investigated up to 100%. But through the described experimentation, this outcome is not true for all time106.
Acidic hydrolysis of PET was studied in 7.5 M H2SO4. After 4 days the reaction yield came out 80% at 100°C, as reported by the experiment. But when the temperature was raised to 135°C, the 90% transformation was accomplished in 5 hrs107. The acidic hydrolysis of PET was developed by 7.8 M H2SO4 from waste battery acid to make TPA. In 5 hrs at 132°C, 90% transformation was obtained as the boiling temperature of the battery acid solution102. Al-Tamimi et al.,100 calculated the PET depolymerization by sulphuric acid at 132°C to produce 97% of TPA.
Acidic hydrolysis of PET like acid concentration, temperature as well as reaction time in a stirred reactor was explored. The best reaction conditions were determined whenever the acid to PET ratio was 4:1. The reaction temperature was 90°C as well as the reaction time was 5 hrs. The findings indicated that a higher reaction time from 1 to 5 hrs improves TPA product efficiency substantially; however, raising reaction time between 5 to 15 hrs has little effect on TPA output efficiency108. Acid quality as well as concentration, reaction time, heating rate and PET particle size as system parameters that affect hydrolysis conversion was analyzed by Tabekh109. The acid concentration was important; hydrolysis occurs at 6 M and the reaction transformation improves until 8.5, after which it begins to decrease109. In 2013 it was reported that to improve acidic hydrolysis of PET with H2SO4, different metal ions like Zn2+, Ni2+, Pb2+, Fe3+ and Fe2+ were used. Single ions utilization raised the reaction change. Most excellent outcomes are obtained by Fe2+ and Fe3+. Regarding the reaction time and with metal ions, the reaction conversion can be raised. In comparison to ion-free acidic solution dual ion mixture reduced the hydrolysis transformation. Reaction transformation cannot be enhanced by three ions combinations110.
The PET hydrolysis can be examined in the existence of solid acid catalysts in supercritical carbon dioxide. The FTIR and titration analysis demonstrated, that method of PET chain scission throughout hydrolysis has concerned both chain end and irregular scission111.
The use of phosphoric acid-modified silica gel only as a solid catalyst for PET recycling. Microwave irradiation was used to promote the depolymerization of PET, which was favorable. Waste plastic bottles were equipped with the process, over 90% conversion to TPA was attained. These findings support the value of microwave power as a successful recycle instrument for PET bottles, leading to monomer recycling and also significant energy savings112.
The transformation of PET into nano-spindle-shaped TPA was designed. Variations in reaction temperature and time were also utilized for PET depolymerization, having higher production of 92% achieved at 200°C with the 25 min reaction rate. The developed TPA nano-spindles were again analyzed, showing the higher crystalline structure, durability and interesting thermal and surface properties103,113.
Neutral hydrolysis: The neutral hydrolysis occurs by steam or hot water. Hydrolysis: Reagents, temperature ranges and products were shown in Table 3. It takes place at 200-300°C and 1-4 MPa. But this technique has been mentioned as most efficient at a higher temperature of 245°C. Consequently, full depolymerization takes place at 275°C and the yield of TPA is generally more than 95%98. This technique represents a significant drawback, notably that certain mechanical contaminants observed in PET are leftward in the TPA. Therefore, the product achieved is regarded as less pure than the product of alkaline or acidic hydrolysis.
| Table 3: | Hydrolysis processes: Reagents, temperature ranges and product yields overview | |||
| Reagents | Temperature (°C) | Catalyst | Products | References |
| H2SO4 and NaOH | 120-200 | KOH | TPA (98%) | Kang et al.98 |
| NaOH | 90 | No catalyst | TPA and oxalic acid | Yoshioka et al.101 |
| NaOH | 200 | NaOH | TPA (92%) | Căta et al.102 |
| EG and NaHCO3, | 200 | NaOH | TPA (97%) | Kumagai et al.99 |
| Ethanol, water and NaOH | 50-80 | EG and TPA (95%) | Sun et al.104 | |
| EG, conc. H2SO4 | 900 | NaOH and KOH | EG and TPA (92%) | van-Pham et al.92 |
| H2SO4 | 100-132 | No catalyst | TPA (90%) | Mancini and Zanin107 |
| H2SO4 | 100-135 | H2SO4 | TPA (90%) | Al-Tamimi et al.100 |
| KOH and distilled water | 90 | H2SO4 | TPA (90%) | Moghbeli et al.108 |
| H2SO4 and NaOH | 50 | H2SO4 | TPA | Tabekh et al.109 |
| Various metal ions (Fe2+, Fe3+, Ni2+, Pb2+ and Zn2+) |
50 | H2SO4 | TPA | Tabeikh et al.110 |
| H2SO4 and EG | 100-160 | Solid acid catalyst | TPA and EG | Li et al.111 |
| Sodium hydroxide, hydrochloric acid, phosphoric acid and boric acid |
100 | Phosphoric acid-modified silica gel |
TPA (90%) | Ohmura et al.112 |
An efficient 5-step method of neutral hydrolysis with EG was invented. The PET hydrolysis occurs at a temperature range from 200 to 280°C. The fine product of the phase is collected by filtration at a temperature from 25-199°C after freezing the reaction mixture from 70-100°C of temperature. As a consequence of double-distillation, EG is managed to recover from the filtrate. At temperature variations of 310-370°C, the solid hydrolysis product was heated with liquid and TPA was obtained after freezing. The pureness of collected EG and TPA enables their use for the manufacture of homopolymers and copolymers as well as it does not prohibit their use for manufacturing the fiber and bottles54,98.
The method of a kinetic model at 100°C temperature was presented, while Campanelli et al.115 explained the implementation of recycling of PET. It had been revealed that throughout the molten form, PET hydrolysis continues considerably quicker than a solid. Thus, it was beneficial to perform recycling utilizing this technique at high temperature than 245°C114. The implementation of a general trans-esterification catalyst is achievable but the suggested one was alkali-metal acetate. So other experiments found the effects of catalysts in the production of commercial PET. In the first stage which is transesterification calcium, manganese as well as zinc acetates were used. In the second stage (polycondensation) antimony trioxide was used. Furthermore, they included phosphorus compounds that act as stabilizers against the transesterification between the two stages. This showed the accelerating activity of trans-esterification catalysts. No inhibitory activity of the stabilizer was recognized61,114.
Studies explored that adequate control of the process situation restricts the number of mono-ester acquired to not over 2%. This hydrolysis technique is excluded due to limitations in quality for acidic or basic hydrolysis. The problem associated with it is, that all contamination in the polymer is also present in TPA. Thus, the purification of the product was significantly poorer than with an acid or alkaline hydrolysis product. Resultantly, a far more developed purifying method is needed. Possible product pollution is eliminated by disinfection of the TPA solution dissolved in caprolactam. From caprolactam, the crystallinity of TPA enabled a product with the purification of at least 99%. A significant volume of distilled EG had been produced throughout the PET hydrolysis, which can be obtained by separation or filtration61,115.
Advantages:
| • | The PET chains are converted into products having additional benefits, specially TPA and EG monomer. Then produce PET directly by EG and TPA11 | |
| • | Alkaline hydrolysis of PET lessens the reaction time as compared to standard heating methods102 | |
| • | Greater hydrolysis outcomes can be obtained by using commercial sulphuric acid9 | |
| • | In comparison to alkaline and acidic hydrolysis, neutral hydrolysis receives growing interest from all other hydrolysis techniques as it is more environmentally acceptable54,68,115 |
Disadvantages:
| • | This method involves elevated temperature and pressure more than 220-250°C, 1.4- 2.0 MPa, time-consuming and high weight11,96 and can increase the production cost because in acidic hydrolysis great quantity of concentrated H2SO4 is required54 | |
| • | The recovery of monomer TPA and to get the necessary purities need different steps27 | |
| • | This method can contribute to environmental plastic waste problems because the complete conversion of PET into TPA is possible under high-temperature conditions101 and high production costs |
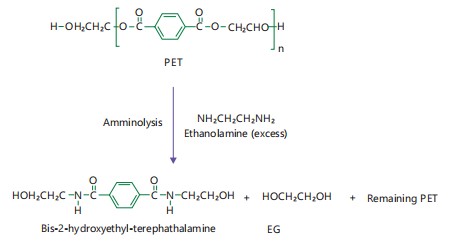
Aminolysis: The aminolysis is a reaction in which ethanolamine in excess is used to give BHET and EG as shown in Fig. 13. This procedure is conducted in an aqueous or gas condition at temperatures ranging from 20-100°C. An aminolytic agent, anhydrous n-butylamine, was also utilized at a temperature of 21°C. Aminolysis of PET can be implemented by the use of various amines, like allylamine, tri-ethanol amine, polyamine, butylamine, ethanolamine (EA), ethanolamine hydrazine monohydrate, triethylenetetramine and methyl amine, etc. Ethanolamine possessing hydroxyl and amine functionalities is a special type of amine116. These days, aminolysis is rising as a new method for PET depolymerization. For aminolytic degeneration of PET waste commonly existing and inexpensive amines that is EA was utilized. After purification, characterization of the degeneration product takes place by analytical technique and it was utilized for succeeding improvement of asphalt1. The PET aminolysis gives rise to di-amides of TPA like BHETA. The properties of PET are improved by fractional aminolysis to be used in the production of fibers with a certain pre-established character117.
The catalysts that are used in the aminolysis of PET have both advantages and disadvantages.
The catalyst can lessen the reaction time and make carbonyl carbon most electrophilic by enabling the nitrogen atom to attack it. However, oxidation of EG takes place in the existence of catalysts through which chemical characters of the reaction product may be altered, for example amides. This technique has not been widely adopted yet118,119. Only a few papers have been discovered in this field, as it is not utilized on a commercial scale. Considered PET-base polyamines undergo both deep aminolytic and amino-glycolytic breakdown. The temperature ranged from 200 to 21°C and the molar ratio of polymer to amine was enhanced to 1:2. Polyamines, diethylenetriamine, triethylenetetramine and their mixtures, as well as a combination of triethylenetetramine and p-phenylenediamine or triethanolamine, were utilised for this purpose. The results of its research showed that the aminolysis process yield can be used as a binder for liquid epoxy resins. However, the amino-glycolysis reaction can be used as an epoxy resin binder for water-based paints and later as a polyol component for hard polyurethane polymers120. Aminolysis was adopted by using an excess amount of ethanol and sodium acetate as a catalyst to produce BHETA. The reaction of BHETA by several long-chain dibasic acids i.e., decanedioic acid, tetradecanoic acid and octadecanoic acid in conjunction with maleic anhydride as a basis of unsaturation. The H-NMR was used to test the structure of the prepared polyester121.
|
Another scenario was proposed by Shukla and Harad65 for the BHETA production. Polyurethanes were then fabricated using BHETA, 1,4-butanediol, polyol ether and distinct molars hexamethylene diisocyanate Ratios (HDI). On the synthesized polyurethanes, a thermal, mechanical and chemical assessment was administered. Therefore, the result of BHETA as a further chain extender on different characteristics of the polyurethanes prepared was also studied93.
Acrylic aromatic amide oligomer was manufactured by the use of depolymerization end products of PET with hydrazine monohydrate. The end products of aminolysed PET were prepared below ambient conditions and were used in the preparation of novel acrylic oligomer by reacting acryloyl chloride organized from acrylic acid122. Aminolysis of PET was observed without catalyst, the generation of terephthalamide trimerbis (2-aminoethyl) (BAET) α,ω-aminoligo (ethylene terephthalamide) oligomers (AOET)123.
Another study of Tawfik et al.124 analyzed BHETA as a dye, in corrosion-protecting coatings. Aminolysis of PET utilizing EA was conducted in the existence of suitable catalysts full of dibutyl oxide used, bromide of etyltrimethyl ammonium and sodium acetate. Amusingly instead of the traditional heating method, solar power was used. A fully-sealed round bottom flask was fulfilled with reaction mixtures composed of small bits of waste PET. The amount of EA was 1:4 PET/EA w/w and the catalyst was 1.5 wt. % of PET. It was immersed in the sand bath that was subjected to sunlight throughout the summer season and left for three weeks so that PET deteriorated124. Metallic substrates can be protected from deterioration by organic coatings. Corrosion inhibitor pigments releasing substances are generally added to organic coatings. Though, most of the corrosion inhibiting substances have harmful effects on human health as well as on the environment because of their poisonous and hazardous natures.
An easy aminolysis process for aminating PET that was established by the use of regular concentrations of dilute ethylene-diamine was developed. The hydrophilicity of PET fabric improved greatly as a result of the study, as well as reactive NH2, which was added into PET fiber. The aminolysis by gradually increasing the concentration of dilute ethylenediamine was a successful approach for changing PET fibers that is effective, fast and environment friendly125.
The PET aminolysis was conducted without any excess reagent and a new reaction product was used without any purification. For preparing amine cross-linking solution for epoxy resins, isophorone diamine was used as the solvent. The presence of an aminolysis agent was found to substantially speed up the curing reaction. The reaction was catalyzed by both EG as well a terephthalamide diamines126.
The aminolytic process for PET depolymerization was explored utilizing different amino alcohols and using them to make poly ester-amides. The best conditions for making these monomers were found using a model compound, ethanolamine (EA, 20 eq) at 180°C with TBD: MSA (0.1 eq.) as a catalyst. Diols with secondary amine or ether functionalities were also investigated using a variety of amino alcohols.
Eventually, these novel terephthalamide diols are explored as new synthons for the development of polyester amides indicating that they would have the potential for “productive reuse” of plastic waste127.
Aminolytic degradation of PET was studied with hydrazine monohydrate, the catalyzed operation of a low-cost and non-toxic catalyst (caustic soda). Reactions were conducted with various catalyst concentrations, PET-hydrazine monohydrate ratio, reaction time, including heating rate. When compared to a non-catalytic PET-HMH aminolysis reaction, the process reported in this article produces significantly more TDH (84%) in a short processing period of 3 hrs at even a low temperature of 65°C128.
The aminolysis method with ethylene-diamine for PET depolymerization yielding a -oligo (ethylene terephthalamide). Solar power, thermal decomposition, ultraviolet radiation, as well as ultrasound radiation exposure were all used for the depolymerization process. Solar energy was observed as the most environment-friendly of all the studied techniques investigated. As a result, FTIR, DSC and 1H-NMR analyses were used to characterize the product129.
Aminolytic PET depolymerization was carried out by diethanol amine as well as ethanol amine using synthesized DES, choline chloride including choline chloride and ZnCl2. Variation in aminolysis time, concentration, catalyst, as well as PET amine ratio, were used to enhance the reaction conditions. The clean products N1, N1, N4, N4-tetrakis (2-hydroxyethyl)-terephthalamide (THETA) and TPA were produced in a yield of 82, 83 and 95% correspondingly130.
Amino ethylene ethanol amine (AEEA) was reported, a compound with primary and secondary amine groups, as well as hydroxyl groups, which has been studied extensively for the recycling process of PET. Polyester amides were reported to synthesize and used as a combination of aminolyzed oligomeric substance, sebacic acid and phthalic anhydride to slightly substitute neo-pentyl glycol. The polyester amides were then added to mild steel panels after being cured with industrial poly-isocyanate curing agents. The optical, mechanical, chemical thermal and anti-corrosive characteristics of the cured adhesives were all analyzed131.
Homogeneous carbonyl group distribution was produced on polymer materials PET by simple aminolysis. It was possible to correlate the amount of water retained over the surface and study its act on protein adhesion. The polymerization time was found to be a key factor in preventing protein adhesion to the PET surface132. Reagents, temperature range and products of the aminolysis are given below (Table 4).
Advantages:
| • | Aminolysis of PET commonly existing and inexpensive amines that are EA was utilized, therefore, aminolysis is rising as a new method for PET depolymerization1 | |
| • | The PET aminolysis gives rise to di-amides of TPA like BHETA118,6 | |
| • | The catalyst used in aminolysis lessens the reaction time133 | |
| • | Aminolysis of PET waste with EDA with the lack of a catalyst27 | |
| • | The corrosion inhibitor can be synthesized by aminolysis and can be a commercially feasible procedure | |
| • | Amminolysis is quicker as compared to ammonolysis |
Disadvantages:
| • | This technique has not been widely adopted yet118 | |
| • | Only a few papers have been discovered in this field. Still, this process is not described at an industrial scale133 |
| Table 4: | Summary of aminolysis process: Reagents, temperature range and products | |||
| Reagents | Temperature (°C) | Catalysts | Products | Referenes |
| Ethanolamine | 80-90 | No catalyst | BHETA and polyester | Kandasamy et al.93 |
| Ethanolamine | 160 | Zinc acetate | BHETA (81%) | Padhan and Sreeram117 |
| Polyamines or Triethanolamine |
200-210 | Triethanolamine | Polyurethane foams, adhesives and coating |
Sheel and Pant118 |
| Ethanol amine | 25-55 | Sodium acetate | BHETA | Shan et al.121 |
| PET and hydrazine monohydrate |
260 | No catalyst | Acrylic aromatic amide oligomer (TPDAC) |
Soni et al.122 |
| PET and ethylene diamine (EDA) |
70-80 | No catalyst | (BAET or trimer) and a, ω -aminoligo(ethylene terephthalamide) (AOET or oligomers) |
Hoang and Dang123 |
| Ethanolamine | 200-210 | Dibutyl tin oxide, sodium acetate, and cetyltrimethyl ammonium bromide |
BHETA | Tawfik et al.124 |
| Ethylenediamine | 50-100 | No catalyst | Hydrophilic PET fabrics | Zhou et al.125 |
| Isophoron-diamine | 200 | Zinc acetate | Terephthal-amide -Diamine, EG |
Shamsi et al.126 |
| Amino-alcohols amines, specifically TBD : MSA. |
180 | TBD: MSA salt was used as catalyst |
Poly(ester-amide)s. | Demarteau et al.127 |
| Diamine | 80 | Sodium carbonate | (Terephthalic dihydrazide (TDH) (84%) |
George and Kurian128 |
| PET and ethaline diamine | 25 | Zinc acetate | Amino-oligo (ethylene terephthalamide) |
More et al.129 |
| Diethanolamine and ethanolamine |
80-90 | DES | N, N1, N4, N4 -tetrakis THETA (82%), TPA (83%) and BHETA (95 %) |
Musale and Shukla130 |
| PET and aminoethylethanolamine(AEEA) |
180 | Zinc acetate | Polyesteramides | Jamdar et al.131 |
| PET and ethylenediamine | 55 | No catalyst | Zwitterionic polymer brushes |
Lorusso et al.132 |
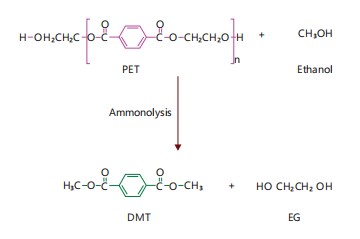
Ammonolysis: In an ammonolysis ammonia reacts with PET then terephthalamide is formed that can then be transformed into TPA, nitrile and then to PEG or 1,4 bis (aminoethyl) cyclohexane. For post-consumer PET waste bottles, ammonolysis can be used efficiently117. This process is conducted at 2 MPa and 120-180°C, correspondingly119 to produce DMT and EG as shown in Fig. 14. Polyamides can be prepared by ammonolysis, for example, poly p-phenylene TPD has profitable worth. Furthermore, polyurethane binders, as well as paints and hardeners for epoxy resin, including different other polyamides, can be synthesized by ammonolysis133.
The reaction is improved by catalysts which are acetate of zinc, cobalt acetate, magnesium acetate and lead dioxide. But zinc acetate is the most widely working catalyst134.
The PET ammonolysis reduced pressure process is also recognized, in an EG environment where ammonia is a deterioration agent. At 70°C and 1:6 ratio of-NH3, the method is catalyzed in a quantity of 0.05 wt percent of zinc acetate. With a yield of nearly 87%, TPA amide was developed61.
A reduced-pressure process was published wherein ammonia induces PET ammonolysis in an EG condition that uses 0.05% w/w zinc acetate. The reaction was conducted at 70°C and a PET: Ammonia ratio of 1:6. The TPD was observed in 87% of the reaction135.
A process was demonstrated at room temperature and decreased pressure process using zinc acetate as a catalyst to obtain 1,4-benzene dicarboxamide. The PET pellets were mixed in ten times w/w ammonia solution in closed mixture beakers at ambient conditions, with and without the existence of 1% w/w zinc acetate. After hours. of processing, the crystallites tend to appear and the process is repeated at 3, 7, 15, 21, 25, 30 and 45 day cycles. The existence of a catalyst enhanced the degradation and PET flakes were still not apparent even after 15 days of continuous stirring of the reaction medium. While these PET flakes were only visible after 45 days of stirring lacking the catalyst. Consequently, to lessen solid PET waste at normal temperature and pressure environment-friendly PET recycling was established. It also saves time and energy136,137.
|
| Table 5: | Ammonolysis process: Reagents, temperature range and products outcome | |||
| Reagents | Temperature (°C) | Catalysts | Products | References |
| Ethylene glycol (EG) | 70 | Zinc acetate | Polyamide | Babaei et al.134 |
| Ammonia | Room temperature/ atm pressure |
Zinc acetate | Nitriles, Terephthalonitrile (TPN) |
Sun et al.135 |
| Ammonia | 500 | γ-Al2O3 catalysts | Terephthalonitrile (TPN) | Pu et al.136 |
Terephthalonitrile (TPN) from PET by using catalytic quick pyrolysis with ammonia was developed. Over 1 g c-Al2O3-2 wt% catalyst at 500°C under carrier gas (50% NH3 and 50% N2) produced 58.1 and 52.3% nitriles and TPN, accordingly. For converting PET waste into TPN, catalytic pyrolysis with ammonia proved to be a capable development. This research revealed a new way to make N-containing chemicals from polyester plastics138. Table 5 provides a detailed overview of the ammonolysis process, including the reagent used, temperature and pressure ranges and resulting products. Reagents, temperature, pressure, range and products of the ammonolysis process were explained.
Advantages:
| • | Ammonolysis has a lot of potential for producing commercially valuable polyamides such as poly p-phenylene TPD | |
| • | Aminolysis can also be used to make epoxy resin hardeners, polyurethane binders, paints and a variety of polyamides |
Disadvantages:
| • | The method should be scientifically improved to make it environmentally sustainable, either in terms of supplying high-quality alternative fresh materials at a lower cost or reducing the energy and time wasted on the production method | |
| • | Ammonolysis is slower than aminolysis. As it normally requires the use of a catalyst to speed up the process. Without a catalyst, this is impossible135 |
Quaternary recycling: The Quaternary recycling (energy recovery) is represented as a recovery of the energy content of plastic6,26. When the collection, sorting and separation of plastic waste are not feasible financially or the waste is poisonous and dangerous, the greatest waste management choice is incineration. It is the recovery of chemical energy stored in plastic waste in the form of thermal energy25. At present, the most productive approach to minimizing the amount of organic material is incineration to recover energy. Polymers generate significant energy because health risks from airborne toxic substances like dioxins (regarding chlorine-containing polymers) are not acceptable ecologically. While polymer waste is a high-power source, destruction is not a favorable recycling choice for the environment because harmful substances such as antimony and phthalate esters are released into the air. The reuse of PET bottles, which absorb toxins that may be released into the drink or food, is harmful to health. As PET bottles are refilled with alcoholic beverages, the macromolecular chains are digested, resulting in unexpected outcomes. Reprocessing (recycling) of plastic products is the only solution left92.
Except for the above methods, direct reuse of PET may be known as “zero-order” recycling2. It is a general practice in many countries, to refill and reuse PET bottles. On the other hand, PET bottles absorb chemicals more easily in comparison to glass. These chemicals could be delivered back to food when a bottle is refilled, so it must be done with great care. Furthermore, the filling up of PET bottles with high alcohol amounts causes degradation of macromolecular chains with an unpredictable outcome. However, the main use of PET worldwide is approximately 70% for fiber processing and from 70 only 4% of PET is recycled employing chemical methods.
For sustainable production, from all the above methods only chemical recycling is a single recycling technique that is appropriate. Chemical recycling results in the manufacture of monomers (raw material) by which polymer is produced.
Advantages:
| • | When the waste is dangerous and difficult to handle the best option is incinerating waste | |
| • | It recovers the chemical energy contained in the waste plastic92 |
Disadvantages:
| • | It is not environment-friendly, as it reduces waste but releases toxins and greenhouse gases, which are harmful to environment | |
| • | Polymers generate energy, but because of health, it is not acceptable ecologically6 |
CONCLUSION AND FUTURE OUTLOOK
The PET is widely used because of its low cost and lightweight. Creating solid waste and environmental contamination, making it necessary to be reduced. Therefore, the current study is focused on primary, secondary, quaternary and chemical recycling of PET. Chemical recycling is the most sustainable approach, producing valuable materials like TPA, DM, BHET and EG, unlike primary and secondary recycling, which yields low-quality materials and quaternary recycling, which faces challenges in complexity and recovery efficiency. Still, further research is needed to produce more effective catalysts and make this approach more efficient.
SIGNIFICANCE STATEMENT
This review article provides a thorough analysis of several PET (polyethylene terephthalate) recycling techniques, highlighting both their potential for value-added material production and environmental benefits. Developing new catalysts and optimizing processes are crucial to increasing the viability and sustainability of chemical recycling. Through an analysis of contemporary techniques and advancements in PET recycling, this paper seeks to identify practical approaches for lowering plastic waste and improving the environment. This study is noteworthy because it addresses the global problem of plastic pollution and looks at workable solutions for sustainable material management. Chemical recycling is a promising strategy for recycling PET of higher quality; however, additional research is needed to address current issues and provide the most substantial and practical recycling solutions.
REFERENCES
- Thiounn, T. and R.C. Smith, 2020. Advances and approaches for chemical recycling of plastic waste. J. Polym. Sci., 58: 1347-1364.
- Kausar, S. and A.A. Altaf, 2023. Alkylammonium lead chloride perovskites: Synthesis, characterization and catalytic activity for conversion of lignin into value added products. Mater. Chem. Phys., 310.
- Kausar, S., A.A. Altaf, M. Hamayun, N. Rasool and M. Hadait et al., 2020. i-Propylammonium lead chloride based perovskite photocatalysts for depolymerization of lignin under UV light. Molecules, 25.
- Summe Ullah, R., L. Wang, H. Yu, M. Haroon and T. Elshaarani et al., 2019. Synthesis of polyphosphazene and preparation of microspheres from polyphosphazene blends with PMMA for drug combination therapy. J. Mater. Sci., 54: 745-764.
- Saleem, M., L. Wang, H. Yu, Zain-UL-Abdin, M. Akram and R. Summe Ullah, 2017. Synthesis of amphiphilic block copolymers containing ferrocene-boronic acid and their micellization, redox-responsive properties and glucose sensing. Colloid Polym. Sci., 295: 995-1006.
- Zimmermann, W., 2020. Biocatalytic recycling of polyethylene terephthalate plastic. Philos. Trans. R. Soc. A: Math. Phys. Eng. Sci., 378.
- Wu, S. and L. Montalvo, 2021. Repurposing waste plastics into cleaner asphalt pavement materials: A critical literature review. J. Cleaner Prod., 280.
- McAdam, B., M.B. Fournet, P. McDonald and M. Mojicevic, 2020. Production of polyhydroxybutyrate (PHB) and factors impacting its chemical and mechanical characteristics. Polymers, 12.
- Meereboer, K.W., M. Misra and A.K. Mohanty, 2020. Review of recent advances in the biodegradability of polyhydroxyalkanoate (PHA) bioplastics and their composites. Green Chem., 22: 5519-5558.
- Joseph, T.M., S. Azat, Z. Ahmadi, O.M. Jazani and A. Esmaeili et al., 2024. Polyethylene terephthalate (PET) recycling: A review. Case Stud. Chem. Environ. Eng., 9.
- Schade, A., M. Melzer, S. Zimmermann, T. Schwarz, K. Stoewe and H. Kuhn, 2024. Plastic waste recycling-A chemical recycling perspective. ACS Sustainable Chem. Eng., 12: 12270-12288.
- Khan, Z.I., U. Habib, Z.B. Mohamad and I. Khan, 2024. Mechanical and thermal properties of a newly developed sepiolite filler-filled rPET/PA11 thermoplastic nanocomposites. Results Eng., 21.
- Umasabor, R.I. and S.C. Daniel, 2020. The effect of using polyethylene terephthalate as an additive on the flexural and compressive strength of concrete. Heliyon, 6.
- Bhanderi, K.K., J.R. Joshi and J.V. Patel, 2023. Recycling of polyethylene terephthalate (PET or PETE) plastics-an alternative to obtain value added products: A review. J. Indian Chem. Soc., 100.
- Samavedi, S., L.K. Poindexter, M. van Dyke and A.S. Goldstein, 2014. Synthetic Biomaterials for Regenerative Medicine Applications. In: Regenerative Medicine Applications in Organ Transplantation, Orlando, G., J. Lerut, S. Soker and R.J. Stratta (Eds.), Academic Press, Cambridge, Massachusetts, ISBN: 978-0-12-398523-1, pp: 81-99.
- Kassa, R.B., C. Kanali and N. Ambassah, 2019. Environmental and cost advantages of using polyethylene terephthalate fibre reinforced concrete with fly ash as a partial cement replacement. Open J. Civ. Eng., 9: 281-290.
- Leng, Z., R.K. Padhan and A. Sreeram, 2018. Production of a sustainable paving material through chemical recycling of waste PET into crumb rubber modified asphalt. J. Cleaner Prod., 180: 682-688.
- Čolnik, M., Ž. Knez and M. Škerget, 2021. Sub- and supercritical water for chemical recycling of polyethylene terephthalate waste. Chem. Eng. Sci., 233.
- Khowdiary, M.M., A.A. El-Henawy, A.M. Shawky and N.A. Negm, 2020. Synthesis and evaluation of novel corrosion inhibitors utilized from the recycling of polyethylene terephthalate polymer: Gravimetric, electrochemical, quantum chemical modeling, and molecular docking studies. J. Mol. Liq., 320.
- Cao, J., H. Liang, J. Yang, Z. Zhu, J. Deng, X. Li, M. Elimelech and X. Lu, 2024. Depolymerization mechanisms and closed-loop assessment in polyester waste recycling. Nat. Commun., 15.
- Schyns, Z.O.G. and M.P. Shaver, 2021. Mechanical recycling of packaging plastics: A review. Macromol. Rapid Commun., 42.
- Al-Sabagh, A.M., F.Z. Yehia, G. Eshaq, A.M. Rabie and A.E. ElMetwally, 2016. Greener routes for recycling of polyethylene terephthalate. Egypt. J. Pet., 25: 53-64.
- Joo, M.W., S. Jin, G.J. Lee, Y.S. Lee and Y.G. Chung, 2024. Feasibility of a novel In-situ local tumor ablation and recycling machine based on radiofrequency dielectric heating: In-depth review on research background and preliminary report of an experimental study. Clin. Orthop. Surg., 16: 157-167.
- García, J.M., 2016. Catalyst: Design challenges for the future of plastics recycling. Chem, 1: 813-815.
- Grigore, M.E., 2017. Methods of recycling, properties and applications of recycled thermoplastic polymers. Recycling, 2.
- Shamsuyeva, M. and H.J. Endres, 2021. Plastics in the context of the circular economy and sustainable plastics recycling: Comprehensive review on research development, standardization and market. Compos. Part C: Open Access, 6.
- Awaja, F. and D. Pavel, 2005. Recycling of PET. Eur. Polym. J., 41: 1453-1477.
- Ghatge, S., Y. Yang, J.H. Ahn and H.G. Hur, 2020. Biodegradation of polyethylene: A brief review. Appl. Biol. Chem., 63.
- Bernat, K., 2023. Post-consumer plastic waste management: From collection and sortation to mechanical recycling. Energies, 16.
- Awaja, F. and D. Pavel, 2005. Injection stretch blow moulding process of reactive extruded recycled PET and virgin PET blends. Eur. Polym. J., 41: 2614-2634.
- Majumdar, A., S. Shukla, A.A. Singh and S. Arora, 2020. Circular fashion: Properties of fabrics made from mechanically recycled poly-ethylene terephthalate (PET) bottles. Resour. Conserv. Recycl., 161.
- Patel, M., N. von Thienen, E. Jochem and E. Worrell, 2000. Recycling of plastics in Germany. Resour. Conserv. Recycl., 29: 65-90.
- Rahimi, A. and J.M. García, 2017. Chemical recycling of waste plastics for new materials production. Nat. Rev. Chem., 1.
- Karl, C.W., B. Arstad, M. Shamsuyeva, J. Lecinski and K. Olafsen et al., 2024. Upgrading and enhancement of recycled polyethylene terephthalate with chain extenders: In-depth material characterization. Ind. Eng. Chem. Res., 63: 12277-12287.
- Bimestre, B.H. and C. Saron, 2014. Mechanical recycling of pet waste from non-woven fabrics by reactive extrusion with chain extenders. J. Res. Updates Polym. Sci., 3: 170-177.
- Bharadwaj, C., R. Purbey, D. Bora, P. Chetia and R.U. Maheswari et al., 2024. A review on sustainable PET recycling: Strategies and trends. Mater. Today Sustainability, 27.
- Park, S.H. and S.H. Kim, 2014. Poly (ethylene terephthalate) recycling for high value added textiles. Fashion Text., 1.
- Khalid, M.Y., Z.U. Arif, M. Hossain and R. Umer, 2023. Recycling of wind turbine blades through modern recycling technologies: A road to zero waste. Renewable Energy Focus, 44: 373-389.
- Shaheed Ullah, B. Akram, H. Ali, H. Zhang, H. Yang, Q. Liu and X. Wang, 2019. 2-Methylimidazole assisted ultrafast synthesis of carboxylate-based metal-organic framework nano-structures in aqueous medium at room temperature. Sci. Bull., 64: 1103-1109.
- Deleu, W.P.R., I. Stassen, D. Jonckheere, R. Ameloot and D.E. de Vos, 2016. Waste PET (bottles) as a resource or substrate for MOF synthesis. J. Mater. Chem. A, 4: 9519-9525.
- Shaheed Ullah, M.L. McKee and A. Samokhvalov, 2023. Interaction of a porphyrin aluminum metal-organic framework with volatile organic sulfur compound diethyl sulfide studied via in situ and ex situ experiments and DFT computations. Nanomaterials, 13. https://doi.org/10.3390/nano13222916
- Shaheed Ullah, M.L. McKee and A. Samokhvalov, 2023. A zinc-containing porphyrin aluminum MOF in sorption of diethyl sulfide vapor: Mechanistic experimental and computational study. Phys. Chem. Chem. Phys., 25: 31884-31897.
- Raheem, A.B., Z.Z. Noor, A. Hassan, M.K. Abd Hamid, S.A. Samsudin and A.H. Sabeen, 2019. Current developments in chemical recycling of post-consumer polyethylene terephthalate wastes for new materials production: A review. J. Cleaner Prod., 225: 1052-1064.
- Li, J., S. Zhang, Y. Hua, Y. Lin and X. Wen et al., 2024. Facile synthesis of accordion-like porous carbon from waste PET bottles-based MIL-53(Al) and its application for high-performance Zn-ion capacitor. Green Energy Environ., 9: 1138-1150.
- Vollmer, I., M.J.F. Jenks, M.C.P. Roelands, R.J. White and T. van Harmelen et al., 2020. Beyond mechanical recycling: Giving new life to plastic waste. Angew. Chem. Int. Ed., 59: 15402-15423.
- Hossain, M.T., M.A. Shahid, N. Mahmud, M. Abu Darda and A.B. Samad, 2024. Techniques, applications, and prospects of recycled polyethylene terephthalate bottle: A review. J. Thermoplast. Compos. Mater., 37: 1268-1286.
- Pham, D.D. and J. Cho, 2021. Low-energy catalytic methanolysis of poly(ethyleneterephthalate). Green Chem., 23: 511-525.
- Kárpáti, L., G. Szarka, M. Hartman and V. Vargha, 2018. Oligoester and polyester production via acido-alcoholysis of PET waste. Period. Polytech. Chem. Eng., 62: 336-344.
- Goto, M., H. Koyamoto, A. Kodama, T. Hirose and S. Nagaoka, 2002. Depolymerization of polyethylene terephthalate in supercritical methanol. J. Phys.: Condens. Matter, 14.
- Smith, R.L., S. Takkellapati and R.C. Riegerix, 2022. Recycling of plastics in the United States: Plastic material flows and polyethylene terephthalate (PET) recycling processes. ACS Sustainable Chem. Eng., 10: 2084-2096.
- Pudack, C., M. Stepanski and P. Fässler, 2020. PET recycling - contributions of crystallization to sustainability. Chem. Ing. Tech., 92: 452-458.
- George, N. and T. Kurian, 2014. Recent developments in the chemical recycling of postconsumer poly(ethylene terephthalate) waste. Ind. Eng. Chem. Res., 53: 14185-14198.
- Sinha, V., M.R. Patel and J.V. Patel, 2010. Pet waste management by chemical recycling: A review. J. Polym. Environ., 18: 8-25.
- Chancerel, P. and S. Rotter, 2009. Recycling-oriented characterization of small waste electrical and electronic equipment. Waste Manage., 29: 2336-2352.
- Karayannidis, G.P. and D.S. Achilias, 2007. Chemical recycling of poly(ethylene terephthalate). Macromol. Mater. Eng., 292: 128-146.
- Tang, H., N. Li, G. Li, A. Wang and Y. Cong et al., 2019. Synthesis of gasoline and jet fuel range cycloalkanes and aromatics from poly(ethylene terephthalate) waste. Green Chem., 21: 2709-2719.
- Muszyński, M., J. Nowicki, A. Krasuska, E. Nowakowska-Bogdan and M. Bartoszewicz et al., 2023. Synthesis of bis(2-ethylhexyl) terephthalate from waste poly(ethylene terephthalate) catalyzed by tin catalysts. Polym. Degrad. Stab., 218.
- Liu, F., J. Chen, Z. Li, P. Ni, Y. Ji and Q. Meng, 2013. Alcoholysis of poly(ethylene terephthalate) to produce dioctyl terephthalate with sub- and super-critical isooctyl alcohol. J. Anal. Appl. Pyrolysis, 99: 16-22.
- Liu, Q., R. Li and T. Fang, 2015. Investigating and modeling PET methanolysis under supercritical conditions by response surface methodology approach. Chem. Eng. J., 270: 535-541.
- Zhou, L., X. Lu, Z. Ju, B. Liu and H. Yao et al., 2019. Alcoholysis of polyethylene terephthalate to produce dioctyl terephthalate using choline chloride-based deep eutectic solvents as efficient catalysts. Green Chem., 21: 897-906.
- Paszun, D. and T. Spychaj, 1997. Chemical recycling of poly(ethylene terephthalate). Ind. Eng. Chem. Res., 36: 1373-1383.
- Valh, J.V., D. Stopar, I.S. Berodia, A. Erjavec, O. Šauperl and L.F. Zemljič, 2022. Economical chemical recycling of complex PET waste in the form of active packaging material. Polymers, 14.
- Khoonkari, M., A.H. Haghighi, Y. Sefidbakht, K. Shekoohi and A. Ghaderian, 2015. Chemical recycling of PET wastes with different catalysts. Int. J. Polym. Sci., 2015.
- Jankauskaitė, V., G. Macijauskas and R. Lygaitis, 2008. Polyethylene terephthalate waste recycling and application possibilities: A review. Polym. Compos., 14: 119-127.
- Shukla, S.R. and A.M. Harad, 2005. Glycolysis of polyethylene terephthalate waste fibers. J. Appl. Polym. Sci., 97: 513-517.
- Heiran, R., A. Ghaderian, A. Reghunadhan, F. Sedaghati, S. Thomas and A.H. Haghighi, 2021. Glycolysis: An efficient route for recycling of end of life polyurethane foams. J. Polym. Res., 28.
- Fukukawa, K.I., R. Rossin, A. Hagooly, E.D. Pressly and J.N. Hunt et al., 2008. Synthesis and characterization of core-shell star copolymers for in vivo PET imaging applications. Biomacromolecules, 9: 1329-1339.
- Billiau-Loreau, M., G. Durand and G. Tersac, 2002. Structural effects of diacidic and glycolic moieties on physicochemical properties of aromatic polyesterdiols from glycolysis/esterification of poly(ethylene terephthalate) wastes. Polymer, 43: 21-28.
- Kwon, E.E. and J. Lee, 2024. Polyethylene terephthalate production from a carbon neutral resource. J. Cleaner Prod., 469.
- Sharma, V., P. Parashar, P. Srivastava, S. Kumar, D.D. Agarwal and N. Richharia, 2013. Recycling of waste PET‐bottles using dimethyl sulfoxide and hydrotalcite catalyst. J. Appl. Polym. Sci., 129: 1513-1519.
- Vaidya, U.R. and V.M. Nadkarni, 1987. Unsaturated polyester resins from poly(ethylene terephthalate) waste. 1. Synthesis and characterization. Ind. Eng. Chem. Res., 26: 194-198.
- Kunduru, K.R., R. Hogerat, K. Ghosal, M. Shaheen-Mualim and S. Farah, 2023. Renewable polyol-based biodegradable polyesters as greener plastics for industrial applications. Chem. Eng. J., 459.
- Li, A., Y. Sheng, H. Cui, M. Wang and L. Wu et al., 2023. Discovery and mechanism-guided engineering of BHET hydrolases for improved PET recycling and upcycling. Nat. Commun., 14.
- Güçlü, G., A. Kas¸göz, S. Özbudak, S. Özgümüs and M. Orbay, 1998. Glycolysis of poly(ethylene terephthalate) wastes in xylene. J. Appl. Polym. Sci., 69: 2311-2319.
- Karayannidis, G.P., A.K. Nikolaidis, I.D. Sideridou, D.N. Bikiaris and D.S. Achilias, 2006. Chemical recycling of PET by glycolysis: Polymerization and characterization of the dimethacrylated glycolysate. Macromol. Mater. Eng., 291: 1338-1347.
- López-Fonseca, R., I. Duque-Ingunza, B. de Rivas, S. Arnaiz and J.I. Gutiérrez-Ortiz, 2010. Chemical recycling of post-consumer PET wastes by glycolysis in the presence of metal salts. Polym. Degrad. Stab., 95: 1022-1028.
- Song, P., R. Han, Y. Gao, Z. Guo and X. Wei et al., 2024. Dual-pathway glycolysis inhibition for boosting bioenergetic therapy synergistic with chemodynamic/photothermal therapy. Chem. Eng. J., 483.
- Amundarain, I., S. López-Montenegro, L. Fulgencio-Medrano, J. Leivar and A. Iruskieta et al., 2024. Improving the sustainability of catalytic glycolysis of complex PET waste through bio-solvolysis. Polymers, 16.
- Alnaqbi, M.A., M.A. Mohsin, R.M. Busheer and Y. Haik, 2015. Microwave assisted glycolysis of poly(ethylene terephthalate) catalyzed by 1-butyl-3-methylimidazolium bromide ionic liquid. J. Appl. Polym. Sci., 132.
- Moncada, J. and M.D. Dadmun, 2023. The structural evolution of poly(ethylene terephthalate) oligomers produced via glycolysis depolymerization. J. Mater. Chem. A, 11: 4679-4690.
- Pensupa, N., S.Y. Leu, Y. Hu, C. Du and H. Liu et al., 2017. Recent trends in sustainable textile waste recycling methods: Current situation and future prospects. Top. Curr. Chem., 375.
- Bartolome, L., M. Imran, B.G. Cho, W.A. Al-Masry and D.H. Kim, 2012. Recent Developments in the Chemical Recycling of PET. In: Material Recycling - Trends and Perspectives, Achilias, D.S. (Ed.), IntechOpen, London, United Kingdom, ISBN: 978-953-51-0327-1, pp: 65-84.
- Liu, B., X. Lu, Z. Ju, P. Sun and J. Xin et al., 2018. Ultrafast homogeneous glycolysis of waste polyethylene terephthalate via a dissolution-degradation strategy. Ind. Eng. Chem. Res., 57: 16239-16245.
- Sert. E., E. Yılmaz and F.S. Atalay, 2019. Chemical recycling of polyethlylene terephthalate by glycolysis using deep eutectic solvents. J. Polym. Environ., 27: 2956-2962.
- Jin, S.B., J.M. Jeong, S.G. Son, S.H. Park, K.G. Lee and B.G. Choi, 2021. Synthesis of two-dimensional holey MnO2/graphene oxide nanosheets with high catalytic performance for the glycolysis of poly(ethylene terephthalate). Materialstoday Commun., 26.
- Shuangjun, C., S. Weihe, C. Haidong, Z. Hao, Z. Zhenwei and F. Chaonan, 2021. Glycolysis of poly(ethylene terephthalate) waste catalyzed by mixed Lewis acidic ionic liquids. J. Therm. Anal. Calorim., 143: 3489-3497.
- Abdullah, M.M.S. and H.A. Al-Lohedan, 2020. Demulsification of water in heavy crude oil emulsion using a new amphiphilic ionic liquid based on the glycolysis of polyethylene terephthalate waste. J. Mol. Liq., 307.
- Wang, L., G.A. Nelson, J. Toland and J.D. Holbrey, 2020. Glycolysis of PET using 1,3-dimethylimidazolium-2-carboxylate as an organocatalyst. ACS Sustainable Chem. Eng., 8: 13362-13368.
- Hu, Y., Y. Wang, X. Zhang, J. Qian, X. Xing and X. Wang, 2020. Synthesis of poly(ethylene terephthalate) based on glycolysis of waste PET fiber. J. Macromol. Sci. Part A, 57: 430-438.
- Pardal, F. and G. Tersac, 2007. Kinetics of poly(ethylene terephthalate) glycolysis by diethylene glycol. Part II: Effect of temperature, catalyst and polymer morphology. Polym. Degrad. Stab., 92: 611-616.
- Subramanian, K., M.K. Sarkar, H. Wang, Z.H. Qin and S.S. Chopra et al., 2022. An overview of cotton and polyester, and their blended waste textile valorisation to value-added products: A circular economy approach-research trends, opportunities and challenges. Crit. Rev. Environ. Sci. Technol., 52: 3921-3942.
- van-Pham, D.T., Q.H. Le, T.N. Lam, C.N. Nguyen and W. Sakai, 2020. Four-factor optimization for PET glycolysis with consideration of the effect of sodium bicarbonate catalyst using response surface methodology. Polym. Degrad. Stab., 179.
- Kandasamy, S., A. Subramaniyan, G. Ramasamy, A.R. Ahamed, N. Manickam and B. Dhandapani, 2020. Study of alkaline hydrolysis of post consumed polyethylene terephthalate waste. AIP Conf. Proc., 2240.
- Mudondo, J., H.S. Lee, Y. Jeong, T.H. Kim and S. Kim et al., 2023. Recent advances in the chemobiological upcycling of polyethylene terephthalate (PET) into value-added chemicals. J. Microbiol. Biotechnol., 33: 1-14.
- Wang, H., Z. Li, Y. Liu, X. Zhang and S. Zhang, 2009. Degradation of poly(ethylene terephthalate) using ionic liquids. Green Chem., 11: 1568-1575.
- Sahoo, D., S. Sahoo, P. Mohanty, S. Sasmal and P.L. Nayak, 2009. Chitosan: A new versatile bio-polymer for various applications. Des. Monomers Polym., 12: 377-404.
- Malik, N., P. Kumar, S. Shrivastava and S.B. Ghosh, 2017. An overview on PET waste recycling for application in packaging. Int. J. Plast. Technol., 21: 1-24.
- Kang, M.J., H.J. Yu, J. Jegal, H.S. Kim and H.G. Cha, 2020. Depolymerization of PET into terephthalic acid in neutral media catalyzed by the ZSM-5 acidic catalyst. Chem. Eng. J. 398.
- Kumagai, S., S. Hirahashi, G. Grause, T. Kameda, H. Toyoda and T. Yoshioka, 2018. Alkaline hydrolysis of PVC-coated PET fibers for simultaneous recycling of PET and PVC. J. Mater. Cycles Waste Manage., 20: 439-449.
- Al-Tamimi, R.K., M.N. Khalaf, M. Sabri and L. Sabri, 2011. Post consumer poly(ethylene terephthalate) depolymerization by waste of battery acid hydrolysis. J. Mater. Environ. Sci., 2: 88-93.
- Yoshioka, T., M. Ota and A. Okuwaki, 2003. Conversion of a used poly(ethylene terephthalate) bottle into oxalic acid and terephthalic acid by oxygen oxidation in alkaline solutions at elevated temperatures. Ind. Eng. Chem. Res., 42: 675-679.
- Căta, A., M.N. Ştefănuţ, I.M.C. Ienaşcu, C. Tănasie and M. Miclău, 2017. Alkaline hydrolysis of polyethylene terephthalate under microwave irradiation. Rev. Roum. Chim., 62: 531-538.
- Singh, S., S. Sharma, A. Umar, S.K. Mehta, M.S. Bhatti and S.K. Kansal, 2018. Recycling of waste poly(ethylene terephthalate) bottles by alkaline hydrolysis and recovery of pure nanospindle-shaped terephthalic acid. J. Nanosci. Nanotechnol., 18: 5804-5809.
- Sun, C.H., X.P. Chen, Q. Zhuo and T. Zhou, 2018. Recycling and depolymerization of waste polyethylene terephthalate bottles by alcohol alkali hydrolysis. J. Cent. South Univ., 25: 543-549.
- Ügdüler, S., K.M. van Geem, R. Denolf, M. Roosen, K. Ragaert and S. de Meester, 2020. Towards closed-loop recycling of multilayer and coloured PET plastic waste by alkaline hydrolysis. Green Chem., 22: 5376-5394.
- Elgarahy, A.M., A.K. Priya, H.Y. Mostafa, E.G. Zaki, S.M. Elsaeed, M. Muruganandam and K.Z. Elwakeel, 2023. Toward a circular economy: Investigating the effectiveness of different plastic waste management strategies: A comprehensive review. J. Environ. Chem. Eng., 11.
- Mancini, S.D. and M. Zanin, 2007. Post consumer pet depolymerization by acid hydrolysis. Polym.-Plast. Technol. Eng., 46: 135-144.
- Moghbeli, M.R., S. Namayandeh and S.H. Hashemabadi, 2010. Wet hydrolysis of waste polyethylene terephthalate thermoplastic resin with sulfuric acid and CFD simulation for high viscous liquid mixing. Int. J. Chem. Reactor Eng., 8.
- Tabekh, H., Y. Koudsi and Z. Ajji, 2012. Chemical recycling of poly(ethylene terephthalate) using sulfuric acid. Rev. Roum. Chim., 57: 1031-1036.
- Tabeikh, H., M.H. Al. Kurdi and Z. Ajji, 2013. Effect of metal ions on the chemical recycling of poly(ethylene terephthalate) in sulfuric acid. Rev. Roum. Chim., 58: 887-890.
- Li, X.K., H. Lu, W.Z. Guo, G.P. Cao, H.L. Liu and Y.H. Shi, 2015. Reaction kinetics and mechanism of catalyzed hydrolysis of waste PET using solid acid catalyst in supercritical CO2. AIChE J., 61: 200-214.
- Ohmura, S.D., C. Muroi, H. Sakata, M. Wada and N. Miyoshi, 2017. Depolymerization of waste PET with phosphoric acid-modified silica gel under microwave irradiation. J. Polym. Environ., 25: 250-257.
- Shojaei, B., M. Abtahi and M. Najafi, 2020. Chemical recycling of PET: A stepping-stone toward sustainability. Polym. Adv. Tech., 31: 2912-2938.
- Campanelli, J.R., M.R. Kamal and D.G. Cooper, 1994. Kinetics of glycolysis of poly(ethylene terephthalate) melts. J. Appl. Polym. Sci., 54: 1731-1740.
- Alvira, P., E. Tomas-Pejo, M. Ballesteros and M.J. Negro, 2010. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review. Bioresour. Technol., 101: 4851-4861.
- Zhang, L., J. Gao, J. Zou and F. Yi, 2013. Hydrolysis of poly(ethylene terephthalate) waste bottles in the presence of dual functional phase transfer catalysts. J. Appl. Polym. Sci., 130: 2790-2795.
- Padhan, R.K. and A. Sreeram, 2019. Chemical Depolymerization of PET Bottles via Combined Chemolysis Methods. In: Recycling of Polyethylene Terephthalate Bottles, Thomas, S., A. Rane, K. Kanny, V.K. Abitha and M.G. Thomas (Eds.), William Andrew Publishing, Norwich, New York, ISBN: 9780128113615, pp: 135-147.
- Sheel, A. and D. Pant, 2019. Chemical Depolymerization of PET Bottles via Glycolysis. In: Recycling of Polyethylene Terephthalate Bottles, Thomas, S., A. Rane, K. Kanny, V.K. Abitha and M.G. Thomas (Eds.), William Andrew Publishing, Norwich, New York, ISBN: 9780128113615, pp: 61-84.
- Al-Sabagh, A.M., F.Z. Yehia, A.M.F. Eissa, M.E. Moustafa, G. Eshaq, A.M. Rabie and A.E. ElMetwally, 2014. Cu- and Zn-acetate-containing ionic liquids as catalysts for the glycolysis of poly(ethylene terephthalate). Polym. Degrad. Stab., 110: 364-377.
- Spychaj, T., E. Fabrycy, S. Spychaj and M. Kacperski, 2001. Aminolysis and aminoglycolysis of waste poly(ethylene terephthalate). J. Mater. Cycles Waste Manage., 3: 24-31.
- Shan, P., X. Lian, W. Lu, X. Yin and Y. Lu et al., 2023. Direct synthesis of aliphatic polyesters with pendant hydroxyl groups from bio-renewable monomers: A reactive precursor for functionalized biomaterials. Biomacromolecules, 24: 2563-2574.
- Soni, R.K., M. Teotia and K. Dutt, 2010. Studies on synthesis and characterization of a novel acrylic aromatic amide oligomer of aminolysed endproducts generated from pet waste with hydrazine monohydrate and its photocuring with acrylate monomers. J. Appl. Polym. Sci., 118: 638-645.
- Hoang, C.N. and Y.H. Dang, 2013. Aminolysis of poly(ethylene terephthalate) waste with ethylenediamine and characterization of α,ω-diamine products. Polym. Degrad. Stability, 98: 697-708.
- Tawfik, M.E., N.M. Ahmed and S.B. Eskander, 2011. Aminolysis of poly(ethylene terephthalate) wastes based on sunlight and utilization of the end product [bis(2-hydroxyethylene) terephthalamide] as an ingredient in the anticorrosive paints for the protection of steel structures. J. Appl. Polym. Sci., 120: 2842-2855.
- Zhou, J., M. Li, L. Zhong, F. Zhang and G. Zhang, 2017. Aminolysis of polyethylene terephthalate fabric by a method involving the gradual concentration of dilute ethylenediamine. Colloids Surf. A: Physicochem. Eng. Aspects, 513: 146-152.
- Shamsi, R., M. Abdouss, G.M.M. Sadeghi and F.A. Taromi, 2009. Synthesis and characterization of novel polyurethanes based on aminolysis of poly(ethylene terephthalate) wastes, and evaluation of their thermal and mechanical properties. Polym. Int., 58: 22-30.
- Demarteau, J., I. Olazabal, C. Jehanno and H. Sardon, 2020. Aminolytic upcycling of poly(ethylene terephthalate) wastes using a thermally-stable organocatalyst. Polym. Chem., 11: 4875-4882.
- George, N. and T. Kurian, 2016. Sodium carbonate catalyzed aminolytic degradation of PET. Prog. Rubber Plast. Recyl. Technol., 32: 153-168.
- More, A.P., S.R. Kokate, P.C. Rane and S.T. Mhaske, 2017. Studies of different techniques of aminolysis of poly(ethylene terephthalate) with ethylenediamine. Polym. Bull., 74: 3269-3282.
- Musale, R.M. and S.R. Shukla, 2016. Deep eutectic solvent as effective catalyst for aminolysis of polyethylene terephthalate (PET) waste. Int. J. Plast. Technol., 20: 106-120.
- Jamdar, V., M. Kathalewar and A. Sabnis, 2018. Depolymerization study of PET waste using aminoethylethanolamine and recycled product application as polyesteramide synthesis. J. Polym. Environ., 26: 2601-2618.
- Lorusso, E., W. Ali, M. Leniart, B. Gebert, M. Oberthür and J.S. Gutmann, 2020. Tuning the density of zwitterionic polymer brushes on PET fabrics by aminolysis: Effect on antifouling performances. Polymers, 12.
- Gupta, P. and S. Bhandari, 2019. Chemical Depolymerization of PET Bottles via Ammonolysis and Aminolysis. In: Recycling of Polyethylene Terephthalate Bottles, Thomas, S., A. Rane, K. Kanny, V.K. Abitha and M.G. Thomas (Eds.), William Andrew Publishing, Norwich, New York, ISBN: 9780128113615, pp: 109-134.
- Babaei, M., M. Jalilian and K. Shahbaz, 2024. Chemical recycling of polyethylene terephthalate: A mini-review. J. Environ. Chem. Eng., 12.
- Sun, Z., K. Wang, Q. Lin, W. Guo and M. Chen et al., 2024. Value-added upcycling of PET to 1,4-cyclohexanedimethanol by a hydrogenation/hydrogenolysis relay catalysis. Angew. Chem. Int. Edn., 63.
- Pu, M., C. Fang, X. Zhou, D. Wang, Y. Lin, W. Lei and L. Li, 2024. Recent advances in environment-friendly polyurethanes from polyols recovered from the recycling and renewable resources: A review. Polymers, 16.
- Xu, L., L.Y. Zhang, H. Song, Q. Dong, G.H. Dong, X. Kong and Z. Fang, 2019. Catalytic fast pyrolysis of polyethylene terephthalate plastic for the selective production of terephthalonitrile under ammonia atmosphere. Waste Manage., 92: 97-106.
- Achilias, D.S. and G.P. Karayannidis, 2004. The chemical recycling of PET in the framework of sustainable development. Water Air Soil Pollut.: Focus, 4: 385-396.
How to Cite this paper?
APA-7 Style
Irshad,
M., Gul,
Z., Ullah,
H., Ullah,
R.S., Khan,
M.S., Rehman,
R., Altaf,
A.A., Ullah,
S. (2024). Diverse PET Recycling: Path to a Cleaner Environment and Valuable Materials. Asian Journal of Emerging Research, 6(1), 74-106. https://doi.org/10.3923/ajer.2024.74.106
ACS Style
Irshad,
M.; Gul,
Z.; Ullah,
H.; Ullah,
R.S.; Khan,
M.S.; Rehman,
R.; Altaf,
A.A.; Ullah,
S. Diverse PET Recycling: Path to a Cleaner Environment and Valuable Materials. Asian J. Emerg. Res 2024, 6, 74-106. https://doi.org/10.3923/ajer.2024.74.106
AMA Style
Irshad
M, Gul
Z, Ullah
H, Ullah
RS, Khan
MS, Rehman
R, Altaf
AA, Ullah
S. Diverse PET Recycling: Path to a Cleaner Environment and Valuable Materials. Asian Journal of Emerging Research. 2024; 6(1): 74-106. https://doi.org/10.3923/ajer.2024.74.106
Chicago/Turabian Style
Irshad, Motia, Zarif Gul, Hayat Ullah, Raja Summe Ullah, Malik Saddam Khan, Rafia Rehman, Ataf Ali Altaf, and Shaheed Ullah.
2024. "Diverse PET Recycling: Path to a Cleaner Environment and Valuable Materials" Asian Journal of Emerging Research 6, no. 1: 74-106. https://doi.org/10.3923/ajer.2024.74.106

This work is licensed under a Creative Commons Attribution 4.0 International License.